铬铸铁低铬铸铁文献

 高铬铸铁的熔炼-高铬铸铁 (2)
高铬铸铁的熔炼-高铬铸铁 (2)
高铬铸铁的熔炼-高铬铸铁 (2)
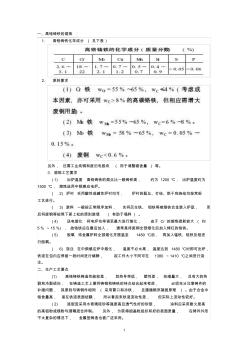
1 一、高铬铸铁的熔炼 1. 高铬铸铁化学成分 ( 见下表 ) 2. 原料要求 另外, 还需工业纯铜和废旧电极块 ( 用于调整碳含量 ) 等。 3. 熔炼工艺要求 ( 1) 出炉温度 高铬铸铁的熔点比一般铸铁高, 约为 1200 ℃, 出炉温度约为 1500 ℃, 熔炼选用中频感应电炉。 ( 2) 炉衬 采用酸性或碱性炉衬均可, 炉衬的配比、打结、烘干和烧结均按常规 工艺进行。 ( 3) 装料 一般按正常顺序加料, 先将灰生铁、 钼铁等难熔铁合金装入炉底, 而 后将废钢等按照下紧上松的原则装填 ( 有助于塌料 ) 。 ( 4) 送电熔化 将电炉功率调至最大进行熔化, 由于 Cr 的熔炼损耗较大 ( 约 5 % ~15 %) , 故铬铁应在最后加入, 通常是待废钢全部熔化后加入烤红的铬铁。 ( 5) 脱氧 待金属炉料全部熔化并提温至
 高铬铸铁的熔炼-高铬铸铁
高铬铸铁的熔炼-高铬铸铁
高铬铸铁的熔炼-高铬铸铁
1 一、高铬铸铁的熔炼 1. 高铬铸铁化学成分 ( 见下表 ) 2. 原料要求 另外, 还需工业纯铜和废旧电极块 ( 用于调整碳含量 ) 等。 3. 熔炼工艺要求 ( 1) 出炉温度 高铬铸铁的熔点比一般铸铁高, 约为 1200 ℃, 出炉温度约为 1500 ℃, 熔炼选用中频感应电炉。 ( 2) 炉衬 采用酸性或碱性炉衬均可, 炉衬的配比、打结、烘干和烧结均按常规 工艺进行。 ( 3) 装料 一般按正常顺序加料, 先将灰生铁、 钼铁等难熔铁合金装入炉底, 而 后将废钢等按照下紧上松的原则装填 ( 有助于塌料 ) 。 ( 4) 送电熔化 将电炉功率调至最大进行熔化, 由于 Cr 的熔炼损耗较大 ( 约 5 % ~15 %) , 故铬铁应在最后加入, 通常是待废钢全部熔化后加入烤红的铬铁。 ( 5) 脱氧 待金属炉料全部熔化并提温至