厚度控制简介文献

 热镀锌线锌层厚度的闭环控制简介
热镀锌线锌层厚度的闭环控制简介
热镀锌线锌层厚度的闭环控制简介
热镀锌线的锌层厚度控制是一个非常关键的问题。攀钢2#热镀锌机组采用的是通过冷态测厚仪实现闭环控制镀层厚度的方法,控制的原理、模型的建立及有关部件在文中皆有说明,最后给出了控制结果及系统评价,为我国日后自己进行设备设计提供了极为有价值的参考资料。
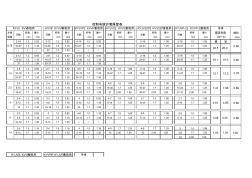 控制电缆护套厚度表
控制电缆护套厚度表
控制电缆护套厚度表
主线 标称 最小 标称 最小 标称 最小 标称 最小 标称 最小 标称 最小 绝标 规格 mm mm mm mm mm mm mm mm mm mm mm mm mm 2-14 1.2 0.92 2-12 1.2 0.92 4-14 1.2 0.92 2-19 1.5 1.08 2-19 1.5 1.08 硬 软 16-37 1.5 1.18 14-30 1.5 1.18 16-37 1.5 1.18 24-37 1.7 1.25 24-37 1.7 1.25 0.60 / / / 37 1.7 1.35 / / / 2-12 1.2 0.92 2-8 1.2 0.92 4-10 1.2 0.92 2-19 1.5 1.08 2-19 1.5 1.08 14-30 1.5 1.18 10-27 1.5 1.18 12-30 1.5 1.18 24-37 1.7 1.25 24-37 1.7