环缝窄间隙自动焊技术指标文献

 压水堆核电站主管道窄间隙自动焊用焊丝研究
压水堆核电站主管道窄间隙自动焊用焊丝研究
压水堆核电站主管道窄间隙自动焊用焊丝研究
焊接填充材料不仅影响焊接过程的稳定性、焊接接头的性能和质量,同时也影响焊接效率。压水堆核电站建设中主管道传统手工焊接用的填充材料是ER316L,该材料焊接性能稳定,易于操作。主管道窄间隙自动焊采用窄间隙坡口和单层单道焊接技术,该工艺需要焊丝具有更好的熔池流动性和更高的纯净度以保证焊缝成形质量,该文就上述要求对自动焊专用焊丝进行研究。
 窄间隙熔化极气体保护焊技术研究
窄间隙熔化极气体保护焊技术研究
窄间隙熔化极气体保护焊技术研究
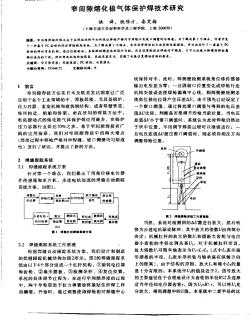
窄间隙熔化极气体保护焊技术研究——窄间隙焊接的难点在于在焊接过程中如何保证焊枪严格对中焊缝以及坡口侧壁均匀熔透。为了解决第1个难点,作者开发了一种基于PC控制的闭环焊缝跟踪系统。为了解决第2个难点,采用折弯焊丝的方法实现电孤摆动,并为此设计了一套...