焊接过程传感与控制
- 《焊接过程传感与控制》是根据焊接专业新教学大纲的“焊接过程传感与控制”课程编写的教材。主要内容包括:焊接过程中的传感与控制问题概述,典型传感器原理及特性,焊缝跟踪传感,焊缝成形传感,焊接过程计算机控制系统的组成、工作原理和设计方法,焊接过程控制方法,焊接过程传感与控制实例分析等。
-

选择特殊符号
选择搜索类型
请输入搜索
绪论
0.1焊接过程传感与控制的必要性
0.2焊接过程传感与控制实例
0.3焊接过程传感与控制的特点
0.4焊接过程的智能控制
0.5本课程的任务
思考题及习题
参考文献
第1章焊接过程典型物理量的传感方法
1.1引 言
1.2焊接过程的典型物理量
1.3传感器基本知识
1.3.1传感器的概念
1.3.2传感器的构成
1.3.3传感器的分类
1.3.4传感器的特性
1.4位移传感器
1.4.1电感式传感器
1.4.2电容式传感器
1.4.3电位器式传感器
1.4.4应变片式传感器
1.4.5光栅式传感器
1.4.6超声波传感器
1.5温度传感器
1.5.1热电阻式温度传感器
1.5.2热电偶式温度传感器
1.5.3光纤温度传感器
1.5.4红外温度传感器
1.6视觉传感器
1.6.1光电管
1.6.2光敏半导体器件
1.6.3光电位置传感器
1.6.4电荷耦合器件
1.7霍尔传感器
1.7.1霍尔效应的基本原理
1.7.2霍尔效应的主要特征
思考题及习题
参考文献
第2章焊接过程的数据采集与信号处理
2.1引 言
2.2基本概念
2.2.1数据采集
2.2.2信号
2.2.3数据处理
2.3数据采集
2.3.1数据采集原理
2.3.2数据采集系统
2.4采集信号的预处理
2.4.1数字滤波
2.4.2信号补偿
2.4.3平滑处理
2.5信号分析与处理基础
2.5.1信号分析
2.5.2数字信号处理基础
2.6数据采集与处理常用工具软件
2.6.1 LabVIEW简介
2.6.2 MATLAB简介
思考题及习题
参考文献
……
第3章焊缝跟踪传感
第4章焊缝成形传感
第5章焊接过程自动控制方法
第6章焊接过程计算机控制系统的设计及其抗干扰
第7章焊接过程计算机控制系统的接口设计
第8章焊接过程传感与控制系统设计实例
《焊接过程传感与控制》的读者对象为材料加工工程、焊接、自动化等专业的高年级本科生、研究生和教师,以及相关专业的科研技术人员。
你好, 1、使用专用剪刀剪管材,切口应平滑无毛刺 2、清洁管材与管件的焊接部位,避免沙子、灰尘等损害接头质量。 3、用与被...
LED灯珠焊接过程死灯现象分析: 1. "LED灯珠焊接"常见的焊接方式可分为电烙铁焊接,加热平台焊接和回流焊焊接等。发生死灯现象,死灯一般有两种原因,开路性死灯是焊接质量不好,或...
平焊时焊接位置比较好,可以使用比较大的焊条直径和较大的焊接电流,坡口比较大的可以左右摆动焊条,焊条角度与地面夹角在70度左右。立焊时焊缝与地面垂直,与平焊比焊接电流要小一些(大约30%),电弧要短弧焊...

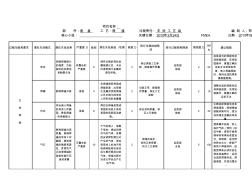 焊接过程PFMEA
焊接过程PFMEA
焊接过程PFMEA
咬边 削弱焊接接头 的强度;引起 裂纹的发源地 和断裂失效 有警告的 严重度 9 焊件边缘的母材金 属被熔化后,未及 时得到熔化金属的 填充所致。 3 保证焊接工艺参 数,提高操作质量 。 品质部 抽检 2 54 选择适当的焊接电流 和焊接速度,采用短 弧操作,掌握正确的 运条手法和焊条角 度,坡口焊缝焊接 时,保持合适的焊条 离侧壁距离。 焊瘤 影响焊缝外观 很低 4 在焊缝根部背面或 焊缝表面,出现熔 化金属流淌到焊缝 之外未熔化的母材 上所形成的金属瘤 2 设备正常,提高操 作质量,保证工艺 参数 品质部 抽检 2 16 调整合适的焊接电流 和焊接速度,采用短 弧操作,掌握正确的 运条手法 凹坑 将会减小焊缝 的有效工作截 面,降低焊缝 的承载能力 很高 8 焊后在焊缝表面或 背面形成低于母材 表面的局部低洼缺 陷。 2 保证材料质量,保 证工艺参数 品质部 抽检 2 32 正确选择
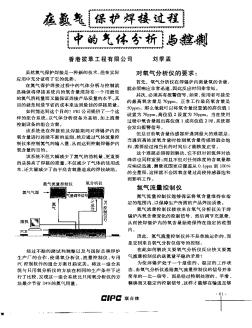 在氮气保护焊接过程中的气体分析与控制
在氮气保护焊接过程中的气体分析与控制
在氮气保护焊接过程中的气体分析与控制
在氮气保护焊接过程中的气体分析与控制——在氮气保护焊接过程中的气体分析与控制
焊接过程自适应控制,应用微型计算机控制焊接质量的一种方法。按照一定模式随时自动调整焊接过程的一个或几个参数,使焊接过程能在变化的边界条件及各种随机干扰影响下保持最佳动态性能和理想的焊接质量。
量大面广的焊接过程普遍存在能/材耗巨大、污染严重、可靠性低等问题,是制约我国高端装备制造业和经济可持续发展的重要瓶颈。本项目拟针对高效节能的窄间隙GMAW 焊接过程展开研究,这不仅是焊接技术领域的时代主题和研究热点,也是我国经济发展国防建设以及高端装备制造业崛起的重大需求。 (1)窄间隙焊接过程非线性建模与仿真分析。详细分析了窄间隙焊接机理,建立了基于电弧摆动和电弧旋转的窄间隙焊接过程动态仿真模型,从工艺参数对热输入影响的角度切入,研究了其对焊接质量的影响以及侧壁熔合不良、焊缝超高、凸度过大、咬边等缺陷产生的原因,为窄间隙焊接工艺参数优化提供了理论依据。 (2)功率变换系统及控制策略研究。分析了VIENNA整流器输入电流过零点畸变机理及电位振荡与零序分量之间的数学关系,提出一种修正注入零序分量载波调制策略,解决了电流过零点畸变问题,同时实现VIENNA整流器中点电位的平衡和纹波振荡的抑制;为解决常规模糊控制器存在稳态误差的缺点,设计了一种弧焊电压自适应模糊控制器,动态响应快、稳态误差小。 (3)焊接过程信号处理与焊接质量评价方法研究。焊接过程强烈的高频干扰和随机扰动,影响了反馈信息的真实性,为此提出一种适合于焊接电流的平滑窗口宽度可调的自适应卡尔曼滤波方法,鲁棒性强;焊接性能的综合评价是优化焊接工艺和指导焊接过程控制的重要保障,为此研究了电弧电压和焊接电流概率密度分布与焊接稳定性的关系,提出了基于U-I二值图像的弧焊稳定性判定方法,可定量分析焊接过程的稳定性。 (4)大功率电源高抗扰组网群控系统研究与实现。提出了基于三层网络结构的焊接电源群控系统方案,设计了基于B/S架构的群控管理系统;研究了基于多路Wi-Fi的动态组网方法,通过自组网算法,构建了多信道多路径的Wi-Fi网络,保障了大功率逆变电源系统的集群可靠管理。 2100433B
本书是制造业过程质量控制与检验丛书之一,主要介绍了焊接方面的基础知识、焊接材料、焊接接头形式及焊接代号、焊接方法及熔焊原理、焊接应力与变形、焊接质量控制及检验方法、焊接缺陷产生原因和预防措施、焊接工艺评定等内容,具有一定的先进性和实用性,是制造业焊接质量检验人员自学的读本,也可作为焊工自学用书。