焊接过程传感与控制图书目录文献

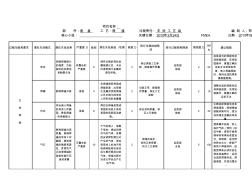 焊接过程PFMEA
焊接过程PFMEA
焊接过程PFMEA
咬边 削弱焊接接头 的强度;引起 裂纹的发源地 和断裂失效 有警告的 严重度 9 焊件边缘的母材金 属被熔化后,未及 时得到熔化金属的 填充所致。 3 保证焊接工艺参 数,提高操作质量 。 品质部 抽检 2 54 选择适当的焊接电流 和焊接速度,采用短 弧操作,掌握正确的 运条手法和焊条角 度,坡口焊缝焊接 时,保持合适的焊条 离侧壁距离。 焊瘤 影响焊缝外观 很低 4 在焊缝根部背面或 焊缝表面,出现熔 化金属流淌到焊缝 之外未熔化的母材 上所形成的金属瘤 2 设备正常,提高操 作质量,保证工艺 参数 品质部 抽检 2 16 调整合适的焊接电流 和焊接速度,采用短 弧操作,掌握正确的 运条手法 凹坑 将会减小焊缝 的有效工作截 面,降低焊缝 的承载能力 很高 8 焊后在焊缝表面或 背面形成低于母材 表面的局部低洼缺 陷。 2 保证材料质量,保 证工艺参数 品质部 抽检 2 32 正确选择
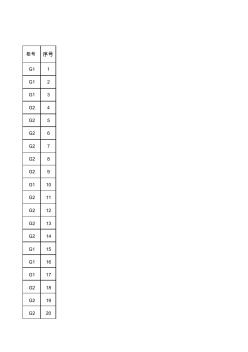 电厂图书目录
电厂图书目录
电厂图书目录
柜号 序号 G1 1 G1 2 G1 3 G2 4 G2 5 G2 6 G2 7 G2 8 G2 9 G1 10 G2 11 G2 12 G2 13 G2 14 G1 15 G1 16 G1 17 G2 18 G2 19 G2 20 G1 21 G3 22 G3 23 G3 24 G3 25 G3 26 G3 27 G1 28 G1 29 G3 30 G3 31 G2 32 G2 33 G2 34 G2 35 G2 36 G2 37 G2 38 下右 39 下右 40 下右 41 下右 42 下右 43 下右 44 下右 45 下右 46 下右 47 下右 48 下右 49 下右 50 下右 51 下右 52 下右 53 下左 54 下左 55 下左 56 下左 57 下左 58 下左 59 下左 60 下左 61 下左 62 下左 63 下左 64 下左 65 下左 66 下左 67 下