焊接过程传感与控制内容简介文献

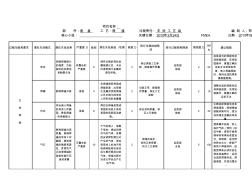 焊接过程PFMEA
焊接过程PFMEA
焊接过程PFMEA
咬边 削弱焊接接头 的强度;引起 裂纹的发源地 和断裂失效 有警告的 严重度 9 焊件边缘的母材金 属被熔化后,未及 时得到熔化金属的 填充所致。 3 保证焊接工艺参 数,提高操作质量 。 品质部 抽检 2 54 选择适当的焊接电流 和焊接速度,采用短 弧操作,掌握正确的 运条手法和焊条角 度,坡口焊缝焊接 时,保持合适的焊条 离侧壁距离。 焊瘤 影响焊缝外观 很低 4 在焊缝根部背面或 焊缝表面,出现熔 化金属流淌到焊缝 之外未熔化的母材 上所形成的金属瘤 2 设备正常,提高操 作质量,保证工艺 参数 品质部 抽检 2 16 调整合适的焊接电流 和焊接速度,采用短 弧操作,掌握正确的 运条手法 凹坑 将会减小焊缝 的有效工作截 面,降低焊缝 的承载能力 很高 8 焊后在焊缝表面或 背面形成低于母材 表面的局部低洼缺 陷。 2 保证材料质量,保 证工艺参数 品质部 抽检 2 32 正确选择
 在氮气保护焊接过程中的气体分析与控制
在氮气保护焊接过程中的气体分析与控制
在氮气保护焊接过程中的气体分析与控制
在氮气保护焊接过程中的气体分析与控制——在氮气保护焊接过程中的气体分析与控制