合金工具钢焊材合金工具文献

 硬质合金工具钢钎焊
硬质合金工具钢钎焊
硬质合金工具钢钎焊
硬质合金工具钢钎焊 钢材技术 2009-08-29 13:55 阅读 4 评论 0 字号: 大 中 小 1、钎焊性 工具钢通常包括碳素工具钢、合金工具钢和高速钢,而硬质合金是碳化物 (如 WC、TiC 等 )与粘结金属 (如 Co 等)经粉末烧结而成的。工具钢和硬质合金的钎焊技术主要用于刀具、模具、量具和采掘工具的制造 上。 工具钢钎焊中的主要问题,是它的组织和性能易受钎焊过程的影响。如果钎焊工艺不当,极易产生高 温退火、氧化及脱碳等问题 。例如高速钢 W18Cr4V 的淬火温度为 1260—1280℃,为避免上述问题的发生, 确保切削时具有最大的硬度和耐磨性,要求钎焊温度必须与淬火温度相适应。 硬质合金的钎焊性是较差的。这是因为硬质合金的含碳量较高,未经清理的表面往往含有较多的游离 碳,从而妨碍钎料的润湿。此外,硬质合金在钎焊的温度下容易氧化形成氧化膜,也会影响钎料的润湿。 因此
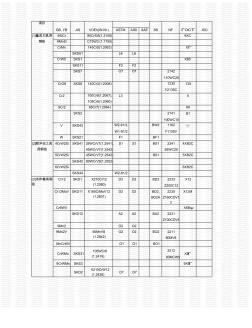 世界钢号对照(合金工具钢)
世界钢号对照(合金工具钢)
世界钢号对照(合金工具钢)
项目 GB, YB JIS VDEh(W-Nr.) ASTM AISI SAE BS NF ГОСТ ISO (1)量具刃具用 9SiCr 90CrSi5(1.2108) 9XC 钢组 8MnSi C75W3 (1.1750) CrMn 145Cr5(1.2063) XГ SKS51 L6 L6 CrW5 SKS1 XB5 SKS11 F2 F2 2142SKS7 O7 O7 110WC20 1230CrO6 SKS8 140Cr3(1.2008) Y2135C 13X 100Cr6(1.2067),Cr2 105Cr5(1.2060) L3 X 9Cr2 85Cr7(1.2064) 9X 2141SKS2 100WC10 B1 W2-91/2, 1162V SKS43 W1-91/2 BW2 Y1105V W SKS21 F1 BF1 (2)耐冲击工具 35WCrV7(1.2541),


