焊接工艺注意事项文献

 不锈钢管U型管焊接工艺及焊后注意事项
不锈钢管U型管焊接工艺及焊后注意事项
不锈钢管U型管焊接工艺及焊后注意事项
焊接不锈钢 U 型管时,主要是其枝晶方向性强,线膨胀系数大,焊接冷却时收缩应力大, 容易出现热裂纹,并且变形倾向大。生产中防止不锈钢 U 型管热裂纹的措施有:采用焊缝 金属为奥氏体 -铁素体双相组织的焊条焊接奥氏体不锈钢 U 型管;采用低氢焊条促使焊缝金 属晶细化,减小焊缝中有害杂质,提高焊缝的抗裂性;采取尽量快速的焊速,等待不锈钢 U 型管焊层冷却后再焊下一道,以减小焊缝过热;不锈钢 U 型管焊接结束或中断时,收弧要 慢,填满弧坑,防止弧坑裂纹;选用较小的焊接电流。 当不锈钢 U型管对接焊缝及热影响区在 450~850℃温度保持一定时间后 ,可能在晶界会析出 Cr 的碳化物,发生晶间腐蚀倾向。在焊接不锈钢 U 型管过程中,母材和焊缝金属的局部区 域在此危险温度区间内停留时,会给焊接接头造成晶间腐蚀。有时不锈钢 U 型管焊后进行 热处理也会造成晶间腐蚀。 生产中避免晶界腐蚀的措施有: 采取
 焊接阀门的使用注意事项
焊接阀门的使用注意事项
焊接阀门的使用注意事项
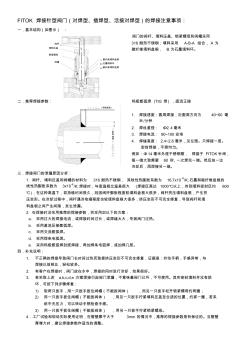
FITOK 焊接针型阀门(对焊型、插焊型、活接对焊型)的焊接注意事项: 一.基本结构(如图示) : 阀门的阀杆、填料压盖、锁紧螺母和阀帽采用 316 耐热不锈钢;填料采用 A-B-A 组合, A 为 碳纤维填料盘根, B 为石墨填料环。 二.推荐焊接参数: 钨极氩弧焊 (TIG 焊 ) ,直流正接 1. 焊接速度:圆周焊接,沿圆周方向为 40~60 毫 米 /分钟 2. 焊丝直径: Φ2 .4毫米 3. 焊接电流: 90~100 安培 4. 焊缝高度: 2.4~2.8 毫米,见左图。只焊接一层。 密封焊接,平滑均匀。 例如:Φ14毫米外径不锈钢管, 焊接于 FITOK针阀, 每一端大致需要 60 秒, 一次焊完一端。然后放一边 冷却后,再焊接另一端。 三.焊接阀门的泄漏原因分析: 1. 阀杆、填料压盖和阀帽的材料为 316 耐热不锈钢, 其线性热膨胀系数为 16.7x10 -6/K;石墨和