简介
合金弹簧钢是用于制造弹簧或者其他弹性零件的钢种。
弹簧一般是在交变应力下工作,常见的破坏形式是疲劳破坏,因此,合金弹簧钢必须具有高的屈服点和屈强比(σs/ σb)、弹性极限、抗疲劳性能,以保证弹簧有足够的弹性变形能力并能承受较大的载荷。同时,合金弹簧钢还要求具有一定的塑性与韧性,一定的淬透性,不易脱碳及不易过热。一些特殊弹簧还要求有耐热性、耐蚀性或在长时间内有稳定的弹性。中碳钢和高碳钢都可作弹簧使用,但因其淬透性和强度较低,只能用来制造截面较小、受力较小的弹簧。合金弹簧钢则可制造截面较大、屈服极限较高的重要弹簧。
化学成分
合金弹簧钢为中、高碳成分,一般wC=0.5%~0.7%,以满足高弹性、高强度的性能要求。加入的合金元素主要是Si、 Mn、Cr,作用是强化铁素体、提高淬透性和耐回火性。但加入过多的Si会造成钢在加热时表面容易脱碳,加入过多的Mn容易使晶粒长大。加入少量的V和Mo可细化晶粒,从而进一步提高强度并改善韧性。此外,它们还有进一步提高淬透性和耐回火性的作用。
常用牌号
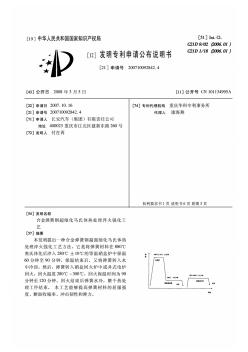
常用合金弹簧钢的牌号、化学成分、热处理、力学性能及用途见表6-4。常用的合金弹簧钢有60Si2Mn、50CrVA、30W4Cr2VA等。
60Si2Mn钢是应用最广泛的合金弹簧钢,其生产量约为合金弹簧钢产量的80%。它的强度、淬透性、耐回火性都比碳素弹簧钢高,工作温度达250℃,缺点是脱碳倾向较大,适于制造厚度小于10mm的板簧和截面尺寸小于25mm的螺旋弹簧,在重型机械、铁道车辆、汽车、拖拉机上都有广泛的应用。
50CrVA钢的力学性能与60Si2Mn钢相近,但淬透性更高,钢中Cr和V能提高弹性极限、强度、韧性和耐回火性,常用于制作承受重载荷、工作温度较高及截面尺寸较大的弹簧。
30W4Cr2VA是高强度的耐热弹簧,用于500℃以下工作的锅炉主安全阀弹簧、汽轮机汽封弹簧等。
-