焊接冶金工艺流程文献

 冶金主工艺流程
冶金主工艺流程
冶金主工艺流程
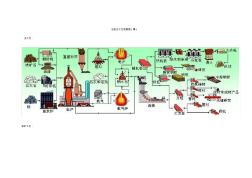
冶金主工艺流程图(精) 主工艺: 采矿工艺: 采矿流程介绍 采矿工业是一种重要的原料采掘工业,在已基本达到的高度机械化基础上,矿井在提升、运输、排水、通风、瓦斯监控等许多环节将实现自动化和遥控。地下和露天矿都将实 现计算机集中自动管理监控。采矿方法可大致分为露天开采、地下开采和液体开采 3种基本采矿方法。 烧结工艺 炼钢工艺: 炼钢流程介绍 通过氧化反应脱碳、升温、合金化的过程。它的主要任务是脱碳、脱氧、升温、去除气体和非金属夹杂、合金化。主要包括造渣、出渣、熔池搅拌、电炉底吹、熔化期、氧化 期和脱炭期、精炼期、还原期、炉外精炼、钢液搅拌、钢包喂丝、钢包处理、钢包精炼、惰性气体处理、预合金化、成分控制、增硅、终点控制、出钢等过程。 连铸工艺 连铸工艺流程介绍 将高温钢水浇注到一个个的钢锭模内, 而是将高温钢水连续不断地浇到一个或几个用强制水冷带有“活底” (叫引锭头 )的铜模内 (叫结晶
 粉末冶金工艺的一般流程是
粉末冶金工艺的一般流程是
粉末冶金工艺的一般流程是
粉末冶金工艺的一般流程是:制粉、压实、烧结 (包括热等静压、冷等静压等 )、锻造、精加 工。快速凝固、机械合金化以及其他粉末冶金 (P/M)工艺被用来发展成分均匀的高强度、耐 高温和抗腐蚀的新型铝合金,这是标准铸锭合金 (I/M) 工艺所做不到的。 铝粉末冶金预成形坯适合于用锻造方法生产结构零件。 锻造铝的预成形坯时, 可热锻或 冷锻,要在烧结坯上涂以石墨润滑剂, 以使之在锻造时产生适当的金属流动。 对于需要严格 充满模膛的零件,推荐在 300~400℃下进行热锻。锻造压力通常不高于 345MPa。锻造一般 是用封闭模进行的,因此,不会产生飞边,并且,锻造时仅只产生密实与侧向流动。普通锻 件的切屑损失接近 50%,而粉末冶金锻件不到 10%。锻造的粉末冶金零件, 其密度大于 99.5% 理论密度, 强度比非锻造粉末冶金零件高 40%~60%,疲劳耐久极限提高 1倍以上。 其他方 面,与普通