厚度控制文献

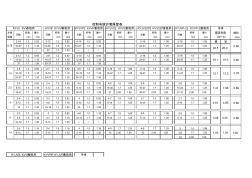 控制电缆护套厚度表
控制电缆护套厚度表
控制电缆护套厚度表
主线 标称 最小 标称 最小 标称 最小 标称 最小 标称 最小 标称 最小 绝标 规格 mm mm mm mm mm mm mm mm mm mm mm mm mm 2-14 1.2 0.92 2-12 1.2 0.92 4-14 1.2 0.92 2-19 1.5 1.08 2-19 1.5 1.08 硬 软 16-37 1.5 1.18 14-30 1.5 1.18 16-37 1.5 1.18 24-37 1.7 1.25 24-37 1.7 1.25 0.60 / / / 37 1.7 1.35 / / / 2-12 1.2 0.92 2-8 1.2 0.92 4-10 1.2 0.92 2-19 1.5 1.08 2-19 1.5 1.08 14-30 1.5 1.18 10-27 1.5 1.18 12-30 1.5 1.18 24-37 1.7 1.25 24-37 1.7
 楼板厚度控制措施
楼板厚度控制措施
楼板厚度控制措施
楼 板 厚 度 控 制 措 施 江苏盐城二建集团有限公司 2012-8-11 楼板厚度控制措施 由于在前次中海华东地区的实测实量中发现,我项目部施工的 5#、6#、8# 楼,楼板厚度控制存在严重的质量问题,主要是楼板浇筑超厚,尤其是 5#、 6#楼超厚相对严重。板的超厚从成本上讲,浪费了材料、增加了原材料成本。 从施工上讲,增加了劳动力强度、相对延长了工作时间。从施工工艺上讲,将 严重影响后续工序(楼面建筑面层)施工。同时如涉及建筑面层厚度问题必将 耗费大量的人力、财力进行板面处理。另外从中海地产实测实量的角度上讲, 楼板超厚已严重实影响实测合格率, 相应的影响了盐城二建在中海地产的质量 排名,同时也影响了业主万锦熙岸项目在华东地区的排名,政治影响较大。因 此,加强楼板厚度控制已刻不容缓。现对楼板厚度控制采取如下措施: 一、 加强组织管理: 成立以技术总工为总负责,质检员为组长的质量管理