聚氨酯电子灌封胶注意事项文献

 环氧树脂灌封胶注意事项
环氧树脂灌封胶注意事项
环氧树脂灌封胶注意事项
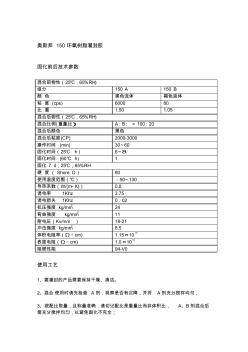
奥斯邦 150 环氧树脂灌封胶 固化前后技术参数 混合前物性(25℃,65%RH) 组分 150 A 150 B 颜 色 黑色流体 褐色液体 粘 度 (cps) 6000 80 比 重 1.50 1.05 混合后物性(25℃,65%RH) 混合比例(重量比) A:B: = 100:20 混合后颜色 黑色 混合后粘度(CP) 2000-3000 操作时间 (min) 30~60 固化时间(25℃ h) 6~8 固化时间 (60℃ h) 1 固化 7 d,25℃,65%RH 硬 度 ( Shore D ) 80 使用温度范围(℃) -50~130 导热系数(W/(m·K)) 0.8 诱电率 1Khz 3.75 诱电损失 1Khz 0.02 抗压强度 kg/mm2 24 弯曲强度 kg/mm2 11 耐电压(Kv/mm ) 18-21 冲击强度 kg/mm2 8.5 体积电阻率(Ω·cm) 1.
 聚氨酯硬泡加工成型工艺及注意事项
聚氨酯硬泡加工成型工艺及注意事项
聚氨酯硬泡加工成型工艺及注意事项
聚氨酯硬泡加工成型工艺及注意事项 聚氨酯硬泡加工成型工艺,浇注发泡是聚氨酯硬泡常用的成型方法,即将 AB 原料混合均匀后,注入模具或制件的空腔内发泡成型。聚氨酯硬泡的浇注成 型可采用手工发泡或机械发泡。手工发泡是将 AB 原料依次秤入容器中,混合搅 拌均匀后浇入需要保温的空腔内。 上海盛居建筑材料有限公司,集生产、销售、服务于一体,主要经营的软泡 和硬泡双组份聚氨酯发泡剂;同时经营 PPG、MDI 、TDI 等聚氨酯原料,并承 接外墙喷涂管道保温工程等。 浇注成型中的注意事项: 1. AB 原料配比: A:B=1:1( 重量比,非体积比 )。 2. 异氰酸酯( B料)过量将直接影响泡体的大小,异氰酸酯越多则泡体越 小。 3. 组合聚醚 (A 料)过量将一样影响泡体的大小,并会造成泡体收缩变形。 4. 浇注发泡成型过程中, 环境温度直接影响泡沫的大小。 环境温度以 20-30 ℃ 为宜,温度