挤压中心孔文献

 挤压机挤压中心监测系统摄像机控制器设计
挤压机挤压中心监测系统摄像机控制器设计
挤压机挤压中心监测系统摄像机控制器设计
根据125 MN挤压机挤压中心监测系统中多路USB接口摄像机进行图像采集的特点,结合USB接口摄像机在工业现场远程图像采集存在的不足,以Visual C++6.0为软件开发平台,设计了一种基于微处理器的串行通信方式的摄像机控制系统,实现挤压机监测摄像机的远距离有序接入上位机。现场设备实际运行表明该系统达到了中心监测系统的设计要求。
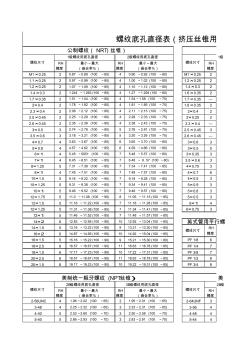 挤压螺纹底孔直径表
挤压螺纹底孔直径表
挤压螺纹底孔直径表
RH 精度 最小~最大 (嵌合率%) RH 精度 最小~最大 (嵌合率%) RH 精度 M1 ×0.25 2 0.87 ~0.89 (100 ~85) 4 0.90 ~0.92 (100 ~80) M1 ×0.25 2 1.1×0.25 2 0.97 ~0.99 (100 ~85) 4 1.00 ~1.02 (100 ~80) 1.2×0.25 2 1.2×0.25 2 1.07 ~1.09 (100 ~85) 4 1.10 ~1.12 (100 ~80) 1.4×0.3 2 1.4×0.3 2 1.244 ~1.263 (100 ~85) 4 1.27 ~1.294 (100 ~80) 1.6×0.35 2 1.7×0.35 2 1.51 ~1.54 (100 ~80) 4 1.54~1.58 (100 ~75) 1.7×0.35 — 2×0.4 2 1.78