CMC-DUR 600 M
-

选择特殊符号
选择搜索类型
请输入搜索
M21:C=0.45% -Mn=0.40% -Si=3.00% -P<0.025% -S<0.025% -Cr=9.00%
HRc:56-60
盾构机、掘进机与相关隧道,开矿工程机具硬面制作与维护,轧辊,磨粉工具修复与部件表面硬化。
1.2mm - 1.40mm - 1.60mm
你那磨煤辊以前堆焊过吗,还是第一次修复的。
黑墨石化学成份是石英与硅质岩。墨石:即墨玉,是一种珍贵而稀有的自然资源,仅产于陕西省富平县北部山区的墨玉,其色重质腻,纹理细致,漆黑如墨,光洁可爱,极负盛名,其硬度为Mohs4o左右,素为治砚、刀工之...
您需要检测成分分析吗?我们可以分析,您可以留一下联系方式吗?
14-20 l/min
Ar/Co2
DIN 8555:MSG 6-60
①比同类实芯焊丝更稳定的电弧,更少的焊接燥音;
②良好的抗磨擦能力;
③更轻松地焊於新制式或修复的各式钢板之上;会产生微量薄渣,
多层焊接后可一次性清除;
CMC-DUR 600 M
EN:PA-PB
AWS:1G-2F
D.C.+
直径(mm) 电流范围(A) 电压范围(V)
1.20 50-320 12-35
1.40 50-380 14-36
1.60 60-420 16-38
mm 1.20 1.40 1.60 重量
M5 O O N.A 5KG
K3 A A A 16KG
P1 O O O 15KG
K8 O O N.A 5KG
R3 O O O 300KG
F1 A A A 230KG
备注:A: 现货 O: 急需 N.A.:无生产

 不锈钢焊丝牌号及化学成份
不锈钢焊丝牌号及化学成份
不锈钢焊丝牌号及化学成份
氩弧焊丝简明表 牌号 GB 标准 AWS 标准 焊接电 源 主要用途 JQ.H00Cr19Ni12Mo2 ER316L ER316L 用于超低碳 00Cr19Ni12Mo2 不锈钢结构的焊 接。 JQ.H00Cr21Ni10 ER308L ER308L 用于超低碳 00Cr19Ni10 不锈钢结构的焊接。 JQ.H0Cr19Ni12Mo2 ER316 ER316 用于 0Cr18Ni12Mo 型不锈钢结构的焊接。 JQ.H0Cr20Ni10Ti ER321 ER321 用于 Cr19Ni9Ti 型不锈钢结构的焊接。 JQ.H0Cr21Ni10 ER308 ER308 用于 Cr19Ni9 型不锈钢结构的焊接。 JQ.H1Cr24Ni13 ER309 ER309 用于 Cr24Ni13 型不锈钢结构的焊接。 JQ.TG50 ER50-6 ER70S-6 用于各种位
 铝合金锭化学成份
铝合金锭化学成份
铝合金锭化学成份
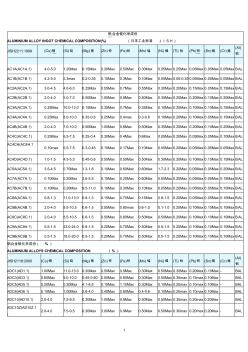
1 铝合金锭化学成份 ALUMINIUM ALLOY INGOT CHEMICAL COMPOSITION(%) (日本工业标准 JISH) JISH2211:1999 (Cu)铜 (Si)硅 (Mg)镁 (Zn)锌 (Fe)铁 (Mn) 锰 (Ni) 镍 (Ti) 钛 (Pb)铅 (Sn)锡 (Cr)鉻 (AI) 铝 AC1A(AC1A.1) 4.0-5.0 1.20Max 0.15Max 0.30Max 0.50Max 0.30Max 0.05Max 0.25Max 0.05Max 0.05Max 0.05Max BAL AC1B(AC1B.1) 4.2-5.0 0.3max 0.2-0.35 0.10Max 0.3Max 0.10Max 0.05Max 0.05-0.35 0.05Max 0.05Max 0.05Max BAL AC2A(AC2A.1) 3.0-4.5 4.0-6.