居民身份证用PETG卡基及其制造工艺专利目的
《居民身份证用PETG卡基及其制造工艺》的目的是提供一种无毒、耐老化、性能好、使用寿命长的居民身份证用PETG卡基。
该发明另一个目的是提供上述PETG卡基的制造工艺。
居民身份证用PETG卡基及其制造工艺技术方案
《居民身份证用PETG卡基及其制造工艺》的技术方案是根据PETG的特点,选择PETG树脂为主要原料,采用新工艺——五辊压延工艺加工制造PETG卡基,用于封装电子芯片制作第二代居民身份证。
PETG是细粒球型结构,比起圆柱状粒子圆粒拥有较高密度,耐化学药剂,在高温加工时会导致PETG聚酯链断裂,引起树脂分子量减少和最终产品物性降低;同时PETG材料有着较强黏性,易粘辊,产品熔融性不如PVC及ABS材料,产品易出现流纹,难以控制熔融压力,生产制程变数大,该发明研制新配方,保证PETG有较好的压延加工性能,同时生产控制技术参数确定是实施该项目的关键技术。
PETG压延成型过程中,由于原料的分解,在片材表面形成大量气泡,冷却后形成凹坑,印刷时会出现白点(斑),造成印刷次品,影响印刷质量。为解决这一缺陷,该发明在工艺上采用行星排气挤出机,既满足了工艺上脱泡要求,又使得塑化料可以通过皮带输送机连续送至压延机连续生产,这样使料温的均一性增加,减少产品流痕现象。再者,本工艺加装割气泡装置,在产品成型辊(三号辊)前加装割气泡导轮,使得卡基内气泡被大量挤出释放,与加装前相比减少气泡90%,大大提高卡基的表面印刷性能。
PETG原料需粉碎至40-60目,才能产生较好的塑化效果,如颗粒过筛目数过小,它比起圆柱状粒子圆粒拥有较高密度,耐化学药剂,在挤出机塑炼中,形成粒料核,塑炼不均,压延后产品粗糙度大,无法满足使用要求。
粉碎后的原料需经干燥,PETG原料中的水分子在高温加工时会导致PETG聚酯链断裂,引起树脂分子量减少和最终产品物性降低,容易引起产品物理性能不达要求。
《居民身份证用PETG卡基及其制造工艺》的目的是通过下列措施来实现的:一种居民身份证用PETG卡基,其配方中包含下列重量份的原料:GS2型PETG树脂100份,ADD2型PETG树脂25-35份,钛白粉10-15份。
所述的居民身份证用PETG卡基,其配方中还可以包含下列重量份的原料:紫外线吸收剂3-5份,抗氧剂6-8份。
所述的居民身份证用PETG卡基,其中钛白粉需用金红石RSC5型钛白粉,具有较高的光泽度和较佳分散性,二氧化钛含量大于95%,平均粒径小于0.17微米。
所述的居民身份证用PETG卡基,其中紫外线吸收剂可以是低挥发性苯并三唑紫外吸收剂。
所述的居民身份证用PETG卡基,其中紫外线吸收剂型号可以是紫外线吸收剂3039或紫外线吸收剂234。
所述的居民身份证用PETG卡基,其中抗氧剂可以是一种具有良好相溶性的高效低色污的抗氧剂。
所述的居民身份证用PETG卡基,其中是抗氧剂型号可以是抗氧剂168、抗氧剂1010或抗氧剂1076。
一种居民身份证用PETG卡基的制造工艺,包含下列步骤:
a.原料准备:按配方称取原料,GS2型PETG树脂、ADD2型PETG树脂粉碎至40-60目,干燥;
b.高速搅拌:加热熔融,温度控制为85-102℃,搅拌,高搅一速为800-900转/分钟,搅拌时间10-15分钟,高搅二速为1600-1800转/分钟,搅拌时间3-5分钟,高搅三速为800-900转/分钟,搅拌时间10-15分钟;
c.低速搅拌:温度控制为40-53℃,60-80转/分钟搅拌,搅拌时间15-20分钟;
d.行星排气挤出机塑炼:温度控制为160-190℃;
e.五辊压延出片:压延辊温度控制为:1号辊150-170℃,2号辊150-170℃,3号辊170-190℃,4号辊185-195℃,5号辊155-165℃;
f.引离拉伸:引离辊温度控制为:第一组120-130℃,第二组115-125℃,第三组105-115℃,第四组90-100℃,第五组70-80℃;
g.冷却:冷却辊温度控制为:第一组60-70℃,第二组50-60℃,第三组40-50℃;
h.牵引、卷取;
i.切割:方正度倾斜偏差≤1.2毫米/米。
居民身份证用PETG卡基及其制造工艺改善效果
1、使用年限长:2004年6月前用于制卡的卡基有PVC卡基和ABS卡基,在见光、高温、低温等条件下易发生分解、变色变形、碎化,有应力白化等现象,使用寿命短,一般为二年,无法满足身份证使用期限至少为10年的要求。《居民身份证用PETG卡基及其制造工艺》材质新,采用的是PETG原料,PETG是PET(聚对苯二甲酸乙二醇酯)经乙二醇改性的非结晶共聚脂,具有优良的物理机械性能、耐化学性能、气密性能、耐低温性能。并有耐老化性好,不易破碎、无异嗅、无毒、透明度高、有良好的抗白化现象,同时还具有耐高温(150度-200度)特性,使用寿命长,在10年以上。
2、环保性能好:PVC卡基使用的原料为PVC(聚氯乙烯)树脂是一种含氯产品,它的废弃物处理不当,极易产生二恶英污染环境;PETG卡基是一种环保型材料,容易回收、燃烧后只生成二氧化碳和水,而不会污染环境。
3、技术性能优:采用《居民身份证用PETG卡基及其制造工艺》配方及制造工艺可使PETG卡基技术性能指标达到以下要求:
外观:
a.表面平整光洁、色泽均匀;无油污、杂质灰尘;无皱褶、凹坑、气泡、孔洞;无纹路、黄线、波状条纹;四周无毛边现象。
b.每张材料上不允许存在直径大于0.5毫米以上的黑点杂质;直径0.3毫米-0.5毫米黑点杂质不超过1个。
| 芯层遮光率 |
≥85%; |
| 面层的透光率 |
≥90% |
| 维卡软化温度 |
74℃-77℃(负荷1千克) |
| 芯层的加热收缩率 |
≤25% |
| 面层的加热收缩率 |
≤31% |
| 材料结合强度 |
6N/cm或断裂 |
| 表面张力 |
≥35毫牛/米 |
| 表面粗糙度 |
1.0微米≤Ra≤1.6微米 |
| 色差 |
ΔE≤1 |
4、使用范围的变化:第二代居民身份证基材(PETG卡基)主要用于制作第二代身份证,采用吹塑、流延法生产的PETG膜用于产品包装,PVC、ABS卡基多用于制作信用卡、SIM卡、IC卡等,也不能制作第二代居民身份证。

 中国税收居民身份证明申请表
中国税收居民身份证明申请表
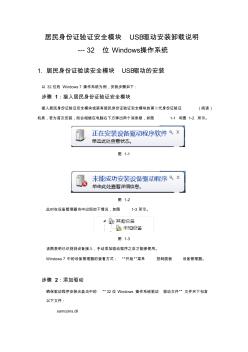 居民身份证验证安全模块安装卸载说明(32位Windows系统)
居民身份证验证安全模块安装卸载说明(32位Windows系统)

