金属粉末注射成形文献

 钛及钛合金粉末注射成形技术研究进展
钛及钛合金粉末注射成形技术研究进展
钛及钛合金粉末注射成形技术研究进展
钛及其合金具有低密度、高比强度、良好的生物相容性和抗氧化、耐腐蚀性能等特性,在航空航天、汽车、国防、医疗、化工等领域极具应用潜力。而钛合金粉末注射成形技术(PIM)能够实现中小型复杂形状钛产品的低成本制备,对于推动钛合金产品的生产发展及其应用具有重要意义。本文简要介绍了粉末注射成形钛合金的特点及优势,从粉末制备、粘结剂应用技术、粉末注射成形工艺、材料性能等方面综述了钛合金粉末注射成形技术的研究进展,并针对目前存在的主要问题,分析了粉末注射成形钛合金的研究方向及发展前景。
 金属粉末检测项目
金属粉末检测项目
金属粉末检测项目
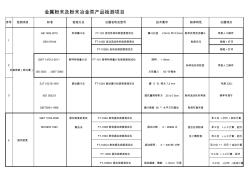
序号 检测项目 标准 检测方法 仪器名称及型号 技术要求 粉体特性 仪器特点 GB 1482-2010 标准漏斗法 FT-102 流动性和松装密度测定仪 漏斗孔径 2.5mm 和 5.0mm 粉体自然流出漏斗 简易人工操作 GB1479-84 FT-102B 自动流动性和松装密度仪 粒度均匀 智能 +打印 FT-102BA 自动松装密度测定仪 智能 +打印 GB/T 1479.2-2011 斯柯特容量计法 FT-101 斯柯特容量计松装密度测试仪 筛网: 1.18mm , IS0 3923 ;GB/T 5060 方形漏斗: 60°方锥体 SJT 10215-1991 振动漏斗法 FT-102A 振动漏斗松装密度测定仪 漏 斗 孔 径为 7.5 mm 电源 220v ISO 3923/3 圆柱量筒容积为 25士0 5cm. 粉体流动性非常差 频率可调节 GB/T5061-1998 漏斗锥度