空气等离子切割机用处文献

 空气等离子切割机介绍
空气等离子切割机介绍
空气等离子切割机介绍
空气等离子切割机介绍——通常把电弧密度为自然条件下的电弧密度(未经压缩)的电弧称为自由弧;自由弧的导电气体设有完全电离,电弧的温度在6000℃到8000℃之间。而在气压、电压和磁场的作用下,柱状的自由弧(柱截面积正比于功率)可以压缩成等离子弧,等离子...

 空气等离子切割机工作原理
空气等离子切割机工作原理
空气等离子切割机工作原理
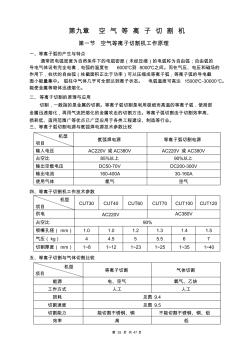
第 35 页 共 47 页 第九章 空 气 等 离 子 切 割 机 第一节 空气等离子切割机工作原理 一、等离子弧的产生与特点 通常把电弧密度为自然条件下的电弧密度(未经压缩)的电弧称为自由弧;自由弧的 导电气体设有完全电离,电弧的温度在 6000℃到 8000℃之间。而在气压、电压和磁场的 作用下,柱状的自由弧(柱截面积正比于功率)可以压缩成等离子弧,等离子弧的导电截 面小能量集中。 弧柱中气体几乎可全部达到离子状态。 电弧温度可高达 15000℃ -30000℃。 能使金属等物体迅速熔化。 二、等离子切割的原理与应用 切割,一般指的是金属的切割。等离子弧切割是利用极细而高温的等离子弧,使局部 金属迅速熔化,再用气流把熔化的金属吹走的切割方法。等离子弧切割由于切割效率高、 损耗低、适用范围广等优点已广泛应用于各类工程建设、制造等行业。 三、等离子弧切割电源与氩弧焊电源技术参数比较 四、等