选择特殊符号
选择搜索类型
请输入搜索

生产中,用丝锥攻螺纹常要消耗大量昂贵的丝锥,而作为一种替代方法,用螺纹铣床加工正在普及。
螺纹铣床要配备专门型式的刀具。这种专用刀具既可以是整体的硬质合金刀具,也可以是镶嵌式刀具。这种样品刀具看上去像是一只丝锥,使用这种刀具可以加工小直径螺纹,对大直径螺纹的加工将使用硬质合金可转位专用铣刀。
・具有更快的生产周期。
・简单的刀具系列可以加工不同螺距和形状的螺纹。
・许多小型铣床不具有能加工较大尺寸螺纹的主轴扭矩,而螺纹铣床则能以比丝锥攻丝更高的圆周速度加工螺纹。
・能在较硬的材料上加工螺纹。
・螺纹铣床的刀具切削作用可产生较小的、可控制的切屑。・不用作螺纹尺寸的偏差控制,这样可减少废品。・能加工较小的螺纹孔(例如10×32-2B)。
・表面粗糙度要优于用丝锥攻螺纹的粗糙度。
・标准螺纹铣刀能夹持在立铣的夹头里,不需要浮动攻丝夹头或攻丝的同步控制。
・能够加工外螺纹。
・不需要预切卸荷槽,能够直接通过键槽或通孔进行螺纹加工。确实,对使用螺纹铣床铣螺纹的公司来说最恼头的问题是对编程的理解问题。
由后方送料可以对更长的棒料进行自动送料,缺点是占地较宽。
可对更短的棒料进行自动送料加工,且占地较为均匀。
螺纹铣床分为万能螺纹铣床、短螺纹铣床、丝杠铣床和蜗杆铣床等。这类机床的刀架与工件主轴间有形成螺纹所必需的运动联系。万能螺纹铣床适于用盘形铣刀加工标准螺距和增大螺距的丝杠和多头蜗杆等,通常还带有铣刀轴与工件主轴之间的运动联系机构,也可用滚刀按展成法加工花键轴和连轴齿轮等,还可以铣长键槽。
机床布局与普通车床相似,工件支承在头架与尾座间作旋转运动,刀架在溜板上作横向进给运动,并与溜板一起作纵向进给运动。丝杠铣床专用于铣削长丝杠和蜗杆,结构较简单。短螺纹铣床适于用梳形铣刀加工短内、外螺纹,用于成批大量生产。机床结构有的与丝杠铣床相似,有的刀架固定不动,工件在工作台和滑座上作纵、横向进给。蜗杆铣床用于成批大量生产,一般采用专用插齿刀类型的刀具,用展成法加工各种类型的蜗杆。

生产中,用丝锥攻螺纹常要消耗大量昂贵的丝锥,而作为一种替代方法,用螺纹铣床加工正在普及。
螺纹铣床要配备专门型式的刀具。这种专用刀具既可以是整体的硬质合金刀具,也可以是镶嵌式刀具。这种样品刀具看上去像是一只丝锥,使用这种刀具可以加工小直径螺纹,对大直径螺纹的加工将使用硬质合金可转位专用铣刀。
・具有更快的生产周期。
・简单的刀具系列可以加工不同螺距和形状的螺纹。
・许多小型铣床不具有能加工较大尺寸螺纹的主轴扭矩,而螺纹铣床则能以比丝锥攻丝更高的圆周速度加工螺纹。
・能在较硬的材料上加工螺纹。
・螺纹铣床的刀具切削作用可产生较小的、可控制的切屑。・不用作螺纹尺寸的偏差控制,这样可减少废品。・能加工较小的螺纹孔(例如10×32-2B)。
・表面粗糙度要优于用丝锥攻螺纹的粗糙度。
・标准螺纹铣刀能夹持在立铣的夹头里,不需要浮动攻丝夹头或攻丝的同步控制。
・能够加工外螺纹。
・不需要预切卸荷槽,能够直接通过键槽或通孔进行螺纹加工。确实,对使用螺纹铣床铣螺纹的公司来说最恼头的问题是对编程的理解问题。
由后方送料可以对更长的棒料进行自动送料,缺点是占地较宽。
可对更短的棒料进行自动送料加工,且占地较为均匀。
由于目前螺纹铣刀的制造材料为硬质合金,加工线速度可达80~200m/min,而高速钢丝锥的加工线速度仅为10~30m/min,故螺纹铣刀适合高速切削,加工螺纹的表面光洁度也大幅提高。高...
内螺纹铣刀可以铣外螺纹,因为内外螺纹牙型及牙高是一样的。只要外螺纹注意有台的话根部别顶刀。另外,有时也用螺纹车刀铣螺纹,内外一样。
1.对设备的机械、电器、各操作手柄、防护装置等,进行全面检查,否则严禁开动。
2.溜板在返回行程时,必须将跟刀架固定螺钉松开、把铣刀退出螺钉后,才允许返回行程。
3.调整机床、夹具、刀具或卸工件,检查加工件表面粗糙度、测量工件时必须停车进行。变换电机运转方向时,应先使电机完全停止后,再将转换开关拨到相反方向的位置。
4.在切削过程中,不准用手去摸加工件或用手清扫铁屑,必须用毛刷。
5.由铣标准螺距的螺纹转换到大螺距螺纹时,必须将所需要的交换齿轮装土,再把手柄扳到所需的工作位置。注意必须使主轴上内齿轮啮合脱离后才能开动机器。
1.对设备的机械、电器、各操作手柄、防护装置等,进行全面检查,否则严禁开动。
2.溜板在返回行程时,必须将跟刀架固定螺钉松开、把铣刀退出螺钉后,才允许返回行程。
3.调整机床、夹具、刀具或卸工件,检查加工件表面粗糙度、测量工件时必须停车进行。变换电机运转方向时,应先使电机完全停止后,再将转换开关拨到相反方向的位置。
4.在切削过程中,不准用手去摸加工件或用手清扫铁屑,必须用毛刷。
5.由铣标准螺距的螺纹转换到大螺距螺纹时,必须将所需要的交换齿轮装土,再把手柄扳到所需的工作位置。注意必须使主轴上内齿轮啮合脱离后才能开动机器。

 螺纹钢轧辊月牙槽专用数控铣床设计
螺纹钢轧辊月牙槽专用数控铣床设计
螺纹钢轧辊月牙槽专用数控铣床设计
通过对已有的螺纹钢轧辊月牙槽加工工艺方法进行分析比较,确定了月牙槽加工方案并考虑工序集中原则进而提出月牙槽加工与信息加工一体化部件,由此确定了数控铣床总体设计方案与相关技术参数,并对一体化结构的工作原理加以阐述。
 车床上车削螺纹和铣床上铣削螺纹尽管走刀的方式和机床的运动都不同
车床上车削螺纹和铣床上铣削螺纹尽管走刀的方式和机床的运动都不同
车床上车削螺纹和铣床上铣削螺纹尽管走刀的方式和机床的运动都不同
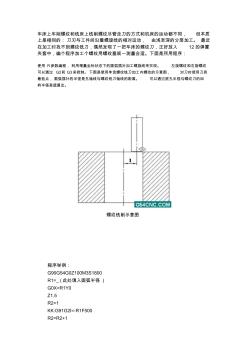
车床上车削螺纹和铣床上铣削螺纹尽管走刀的方式和机床的运动都不同, 但本质 上是相同的:刀刃与工件间沿着螺旋线的相对运动, 由浅至深的分层加工。 最近 在加工时找不到螺纹铣刀,偶然发现了一把车床的螺纹刀,正好放入 12的弹簧 夹套中,编个程序加工个螺纹用螺纹塞规一测量合适。下面是所用程序: 使用 R参数编程, 利用增量坐标状态下的圆弧插补加工螺旋线来实现。 左旋螺纹和右旋螺纹 可以通过 G2和 G3来控制。下图是使用单齿螺纹铣刀加工内螺纹的示意图, 对刀时使用刀具 最低点,圆弧插补的半径是孔轴线与螺纹铣刀轴线的距离。 可以通过底孔半径与螺纹刀的回 转半径差值算出。 螺纹铣削示意图 程序举例: G90G54G0Z100M3S1800 R1=_ (此处填入圆弧半径 ) G0X=R1Y0 Z1.5 R2=1 KK:G91G2I=-R1F500 R2=R2+1 IF R2<=11 GOTOB KK
备案信息
备案号:1698-1992。2100433B
青海第二机床制造有限公司。
郭林。