选择特殊符号
选择搜索类型
请输入搜索

铝铸锻件一般分为:铸轧、热轧、冷轧、箔轧
铸锻件在机床制造、汽车制造业、船舶、电站、兵器工业、钢铁制造等领域具有 重要的作用,作为十分重要的零部件,其具用大的体积与重量,其工艺与加工比较复杂。通常采用的工艺熔炼后铸锭,进行锻造或重新熔化浇注成型,通过高频加热机获得要求的形状尺寸与技术要求,来满足其服役条件的需要。
铝压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铝或铝合金浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铝零件或铝合金零件,这样的零件通常就被叫做铝压铸件。铝压铸件在不同的地方有不同的叫法,如铝压铸零件、压铸铝零件、压铸铝件、压铸铝、铝压铸件、铝合金压铸零件等。
由于金属铝及铝合金具有很好的流动性和可塑性,而且铸造加工是在有压力的压铸机中铸造,因此铝压铸件可以做出各种较复杂的形状,也可作出较高的精度和光洁度,从而很大程度的减少了铸件的机械加工量和金属铝或铝合金的铸造余量,不仅节约了电力、金属材料、还大大节约了劳动成本;而铝及铝合金具有优良的导热性,较小的比重和高可加工性;从而铝压铸件被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、油泵制造、传动机械制造、精密仪器、园林美化、电力建设、建筑装饰等各个行业。

连续铸轧是直接将金属熔体"轧制"成半成品带坯或成品带材的工艺,这种工艺的显著特点是使其结晶器为两个带水冷却系统的旋转铸轧辊,熔体在辊缝间完成凝固和热轧两个过程,而且是在很短的时间内。
铸轧工艺参数:
铸轧采用双辊倾斜式铸轧机φ650mm×1600mm和φ980mm×1600mm。前箱内熔体温度,纯铝为685~700℃,3A11为690~705℃;辊缝要求,板坯厚7.0~7.5mm时,纯铝为6.3~6.5mm,3A11为6.0~6.3mm;铸轧区长度,φ650mm铸轧机为40~45mm,φ980mm铸轧机为55~60mm;冷却水压0.3~0.5MPa,水温低于25℃;铸轧速度,纯铝为0.95~1.10m/min,3A11为0.8~0.95m/min;新铸轧辊凸度值:φ650mm铸轧辊时纯铝为0.10~0.12mm,3A11为0.15~0.20mm;φ980mm铸轧辊时,纯铝为0.04~0.06mm,3A11为0.10~0.12mm;供料嘴预热时,加热炉膛定温300℃,保温8h以上;前箱液面高度控制在10~20mm之间。
中国行业新分类2008/06/22 12:45 P.M.《财富中国》根据发达国家的行业界定与行业演变规则,对中国的行业进行新分类: 一、机构组织:政府机构,各国驻华行政机构,贸易公司,经济组织,协会,...
铸件可以是铸铁和铸钢,铸完后直接可以用或者机加工后就可以用。铸锻件是指铸钢件做出来后高温锻打,使其强度增强。
铸造模具冒口位置设置:(1)冒口应设置在铸件热节的上方(顶冒口)或旁侧(边冒口)。冒口不应设置在铸件受力的部位,防止组织粗大而降低力学性能。(2)冒口应尽量设置在铸件最高、最厚的部位,尽量用一个冒VI...
热轧就是在再结晶温度以上进行的轧制
热轧优缺点:
(1)热轧能显著降低能耗,降低成本。热轧时金属塑性高,变形抗力低,大大减少了金属变形的能量消耗
(2)热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显著裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工性能。
(3)热轧通常采用大铸锭,大压下量轧制,不仅提高了生产效率,而且为提高轧制速度、实现轧制过程的连续化和自动化创造了条件
1.经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层使钢材沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂。焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多;
2.不均匀冷却造成的残余应力。残余应力是在没有外力作用下内部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般型钢截面尺寸越大,残余应力也越大。残余应力虽然是自相平衡的,但对钢构件在外力作用下的性能还是有一定影响。如对变形、稳定性、抗疲劳等方面都可能产生不利的作用。
3热轧不能非常精确地控制产品所需的力学性能,热轧制品的组织和性能不能够均匀。其强度指标低于冷作硬化制品,而高于完全退火制品;塑性指标高于冷作硬化制品,而低于完全退火制品。
4热轧产品厚度尺寸较难控制,控制精度相对较差;热轧制品的表面较冷轧制品粗糙Ra值一般在0.5~1.5μm。因此,热轧产品一般多作为冷轧加工的坯料。
冷轧:冷轧是在再结晶温度以下进行的轧制,用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退火线。轧硬卷重一般在6~13.5吨,钢卷在常温下,对热轧酸洗卷进行连续轧制。内径为610mm。
冷轧是在常温状态下由热轧板加工而成,虽然在加工过程因为轧制也会使钢板升温,尽管如此还是叫冷轧。由于热轧经过连续冷变型而成的冷轧,在机械性能比较差,硬度太高。必须经过退火才能恢复其机械性能,没有退火的叫轧硬卷。轧硬卷一般是用来做无需折弯,拉伸的产品,1.0以下厚度轧硬的运气好的两边或者四边折弯。
冷轧与热轧比较
1、冷轧成型钢允许截面出现局部屈曲,从而可以充分利用杆件屈曲后的承载力;而热轧型钢不允许截面发生局部屈曲。
2、热轧型钢和冷轧型钢残余应力产生的原因不同,所以截面上的分布也有很大差异。冷弯薄壁型钢截面上的残余应力分布是弯曲型的,而热扎型钢或焊接型钢截面上残余应力分布是薄膜型。
3、热轧型钢的自由扭转刚度比冷轧型钢高,所以热轧型钢的抗扭性能要优于冷轧型钢。
1、外观及表面质量:由于冷板是热板在冷轧工序后得到的,而且冷轧同时还会进行一些表面精整所以冷板在表面质量(如表面粗糙度之类)上比热板来得好,所以如果对产品后序上漆等涂覆质量存在较高要求的,一般选择冷板,另热板又分酸洗板和未酸洗板,酸洗板表面由于酸洗过所以成正常的金属色,但是未冷轧所以表面还是没冷板高,未酸洗板通常表面会有氧化层带着,发乌,或者存在四氧化三铁乌层,通俗讲就是火烤过似的,而且如果存放环境不好的话通常会带点绣。2、性能:一般情况下,热板和冷板在工程中其机械性能是认为无区别的,虽然冷板在冷轧过程中存在一定的加工硬化,(不过不排除对机械性能要求严格的情况,那就需要区别对待了),冷板通常比热板的屈服强度稍高,表面硬度也高一些,具体怎么样需要看冷板退火的程度。。但是不管怎么退火冷板强度是比热板高的。3、成形性能,由于冷热板得性能基本差不太多,所以成形性能的影响因素就要看其表面质量的区别的,由于表面质量是冷板来的要好,所以通常来讲同材质的钢板,冷板比热板的成形外观效果要好一些。
铝箔是很薄的带材,在不同国家,厚度不同。我国定为0.2mm以下,铝箔生产以0.4~0.6mm的退火带卷坯为原料,经3~6道次轧制成所要求的厚度,厚度轧制至0.09~0.014mm时则进行双合叠轧,铝箔生产基本工艺流程如下:液体铝→铸锭→锯切→铣面→铸锭加热→热轧→热轧带卷→冷轧→切边/分边→铝箔毛料→退火→初轧→合卷→精轧→铝箔→分切和切边→成品退火→包装→发货。
(一)铝箔坯料
铝箔坯料生产有铸锭热轧和连铸轧两种方法。铝板带生产铝箔采用铸锭热轧法、即半连续铸造出的铸锭经铣面后,加热热轧至0.4~0.6mm。
(二)坯料退火
经冷轧后的带卷坯料塑性差,为进行箔材轧制必须给予退火炉中进行,退火温度一般为400~500℃,退火周期6~12h。
(三)轧制
规模较大的铝箔车间,根据所轧箔材的厚度和轧机专业分工,将轧制工序分为粗轧、中精轧等工序。
(四)分卷
分卷是将叠轧的两张箔材分开,分别卷在两个套筒上。
(五)成品退火
箔材成品退火的目的不仅是为了提高作为包装材料所必需的塑性,而且也是为了消除箔材表面上残留的轧制油,获得表面无油渍、光亮的箔材。
(六)剪切
箔材剪切时应避免边部不齐或损坏的缺陷。其生产的原因是刀片位置不对或刀片不锐所致。
(七)检查
检查包括:卷材外观检查、尺寸检查和表面质量检查。

 铸锻件标准检测
铸锻件标准检测
铸锻件标准检测
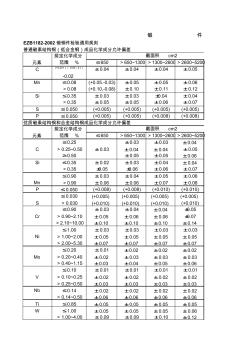
锻 件 EZB1182-2002 锻钢件检验通用规则 普通碳素结构钢(低合金钢)成品化学成分允许偏差 规定化学成分 截面积 cm2 元素 范围 % ≤650 >650~1300 >1300~2600>2600~5200 C (+0.021)( 0.03) 2) ) ±0.04 ±0.04 ±0.04 ±0.05 -0.02 Mn ≤0.08 (+0.05.-0.03) ±0.05 ±0.05 ±0.06 >0.08 (+0.10,-0.08) ±0.10 ±0.11 ±0.12 Si ≤0.35 ±0.03 ±0.03 ±0.04 ±0.04 >0.35 ±0.05 ±0.05 ±0.06 ±0.07 S ≤0.050 (+0.005) (+0.005) (+0.005) (+0.005) P ≤0.050 (+0.005) (+0.005) (+0.008) (+0.
 大型铸锻件及锻造热处理工程井式炉施工技术
大型铸锻件及锻造热处理工程井式炉施工技术
大型铸锻件及锻造热处理工程井式炉施工技术
深度较大构筑物施工过程中需要进行基坑支护,而构筑物本体侧壁设计厚度也较大,在总结本类工程施工经验的基础上,力求找到一种可以"两墙合一",既方便施工,又可以节约费用的设计和施工方法。