M660B滚切机文献

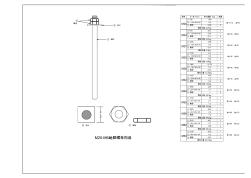 M20-M64地脚螺栓构造
M20-M64地脚螺栓构造
M20-M64地脚螺栓构造
③ ② 螺母 螺杆 垫片 A ③ M20-M64地脚螺栓构造 垫片 螺母 ① ② M20 M24 螺栓总重 :3.97kg 1②―10×50×50 0.2 0.06 2 1 M27 螺栓总重 :5.4kg M30 螺栓总重 :7.56kg 1②―14×70×70 0.4 2③ 螺母 0.17 M36 螺栓总重 :14.63kg M42 螺栓总重 :18.8kg 1②―18×90×90 1.14 2③ 螺母 0.37 M48 螺栓总重 :28.3kg M52 螺栓总重 :35.9kg 1②―22×100×100 1.7 2③ 螺母 1 M56 螺栓总重 :44.2kg M60 螺栓总重 :55.1kg 1 1 2 ②―28×130×130 3.7 ① 2015 M64 螺栓总重 :65.74kg Φ =21.5 A=50 Φ=26 A=60 Φ=30 A=70 Φ=35 A=80 Φ
 DIPSO_CAS号68399-80-4_M6676说明书_AbMole中国
DIPSO_CAS号68399-80-4_M6676说明书_AbMole中国
DIPSO_CAS号68399-80-4_M6676说明书_AbMole中国
分子量 243.28 溶解性( 25°C) DMSO 分子式 C H NO S Water CAS号 68399-80-4 Ethanol 储存条件 3年 -20 ° C 粉末状 生物活性 DIPSO is a buffering agent. Working pH range in aqueous solution: 7.0-8.2. 不同实验动物依据体表面积的等效剂量转换表(数据来源于 FDA 指南) 小鼠 大鼠 兔 豚鼠 仓鼠 狗 重量 (kg) 0.02 0.15 1.8 0.4 0.08 10 体表面积 (m ) 0.007 0.025 0.15 0.05 0.02 0.5 K 系数 3 6 12 8 5 20 动物 A (mg/kg) = 动物 B (mg/kg) × 动物 B的K 系数 动物 A的K 系数 例如,依据体表面积折算法,将白藜芦醇用于小鼠的剂






