M660B滚切机产品简介文献


 网线UTPCATUTPCAT5e、UTPcat6产品简介
网线UTPCATUTPCAT5e、UTPcat6产品简介
网线UTPCATUTPCAT5e、UTPcat6产品简介
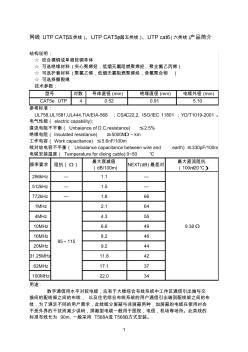
1 网线 UTP CAT5(五类线 )、UTP CAT5e(超五类线 )、UTP cat6 (六类线 )产品简介 结构说明: ☆ 绞合裸铜或单根软铜导体 ☆ 可选绝缘材料 (实心聚烯烃,低烟无氯阻燃聚烯烃,聚全氟乙丙烯) ☆ 可选护套材料 (聚氯乙烯,低烟无氯阻燃聚烯烃,含氟聚合物 ) ☆ 可选择撕裂绳 技术参数: 型号 对数 导体直径 (mm) 绝缘直径 (mm) 电缆外径 (mm) CAT5e UTP 4 0.52 0.91 5.10 参考标准: UL758,UL1581,UL444,TIA/EIA-568 ;CSA C22.2, ISO/IEC 11801 ;YD/T1019-2001 。 电气性能( electric capability): 直流电阻不平衡( Unb






