neugart安装方法文献

 软膜天花安装方法,柔性天花安装方法,拉膜天花安装方法
软膜天花安装方法,柔性天花安装方法,拉膜天花安装方法
软膜天花安装方法,柔性天花安装方法,拉膜天花安装方法
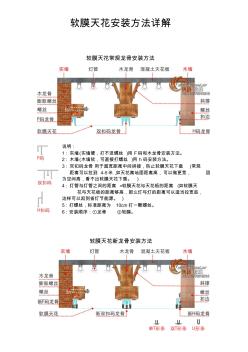
软膜天花安装方法详解 软膜天花常规龙骨安装方法 说明: 1:实墙 (实墙硬,打不进螺丝 )用 F码和木龙骨安装方法。 2:木墙 (木墙软,可直接打螺丝 )用 h码安装方法。 3:双扣码龙骨 用于超宽距离中间拼接,防止软膜天花下垂 (常规 距离可以拉到 4-5米,如天花离地面距离高,可以做更宽, 因 为空间高,看不出软膜天花下垂。 ) 4:灯管与灯管之间的距离 =软膜天花与天花板的距离 (如软膜天 花与天花板的距离够高,那么灯与灯的距离可以适当拉宽些, 这样可以起到省灯节能源。 ) 5:打螺丝,标准距离为 10cm打一颗螺丝。 6:安装顺序:①龙骨 ②软膜。 软膜天花新龙骨安装方法 说明: 1:实墙 (实墙硬,打不进螺丝 )用 F码和木龙骨安装方法。 2:木墙 (木墙软,可直接打螺丝 )用 h码安装方法。 3:双扣码龙骨 用于超宽距离中间拼接,防止软膜天花下垂 (常规 距离可以拉到 4-
 支架安装方法
支架安装方法
支架安装方法
7. 作业顺序 7.1. 总体工艺流程: 施 工 准 备 → 技 术 交 底 → 支 架 安 装 → 支 架 验 收 → 组 件 汇 线 → 组 件 安 装 → 成 品 保 护 → 验 收 7.2. 作业方法 7.2.1 支架、组件安装 地桩浇筑完成且通过监理、 业主验收合格后, 在钢桩上使用 M16×40外六角螺栓 顶紧立柱,再安装橡皮橡胶挡圈,根据现场实际情况,所有后立柱按需切割,且 伸入钢桩留有 300mm以上的长度,后立柱现场安装、切割、调整及打孔(打孔及大小同 前后立柱),方可进行补漆,除锈后刷 T-90Ⅰ富锌涂料两道, T-90Ⅱ富锌涂料罩 面漆一道,完毕后进行质量检查,并经监理、业主验收合格填写质量证明后,交 付于安装队伍使用。 斜梁和前后立柱连接:使用两颗 M10×30的外六角螺栓组合将铰链固定在斜梁上,再通过 M12×100外六角螺栓组合连接固定在立柱上。 横梁安