磨削工件平面或成型表面的一类磨床。主要类型有卧轴矩台、卧轴圆台、立轴矩台、立轴圆台和各种专用平面磨床。
①卧轴矩台平面磨床:工件由矩形电磁工作台吸住或夹持在工作台上,并作纵向往复运动。砂轮架可沿滑座的燕尾导轨(见机床导轨)作横向间歇进给运动(见机床),滑座可沿立柱的导轨作垂直间歇进给运动,用砂轮周边磨削工件,磨削精度较高。
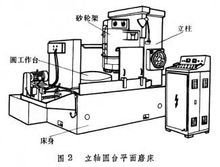
②立轴圆台平面磨床:竖直安置的砂轮主轴以砂轮端面磨削工件,砂轮架可沿立柱的导轨作间歇的垂直进给运动。工件装在旋转的圆工作台上可连续磨削,生产效率较高。为了便于装卸工件,圆工作台还能沿床身导轨纵向移动。
③卧轴圆台平面磨床:适用于磨削圆形薄片工件,并可利用工作台倾斜磨出厚薄不等的环形工件。
④立轴矩台平面磨床:由于砂轮直径大于工作台宽度,磨削面积较大,适用于高效磨削。
⑤双端面磨床:利用两个磨头的砂轮端面同时磨削工件的两个平行平面,有卧轴和立轴两种型式。工件由直线式或旋转式等送料装置引导通过砂轮。这种磨床效率很高,适用于大批量生产轴承环和活塞环等零件。此外,还有专用于磨削机床导轨面的导轨磨床、磨削透平叶片型面的专用磨床等。
-