坡口文献

 焊缝及坡口简单介绍
焊缝及坡口简单介绍
焊缝及坡口简单介绍
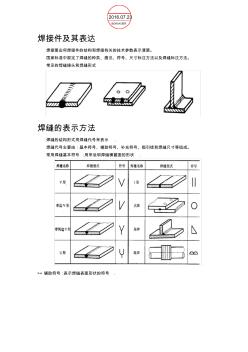
焊接件及其表达 焊接图应将焊接件的结构和焊接有关的技术参数表示清楚。 国家标准中规定了焊缝的种类、画法、符号、尺寸标注方法以及焊缝标注方法。 常见的焊缝接头和焊缝形式 焊缝的表示方法 焊缝的结构形式用焊缝代号来表示 . 焊缝代号主要由:基本符号、辅助符号、补充符号、指引线和焊缝尺寸等组成。 常用焊缝基本符号 :用来说明焊缝横截面的形状 . >+ 辅助符号 :表示焊缝表面形状的符号 . 2016.07.23 BOHUKUER 补充符号 :用来表示焊缝的范围等特征的符号。 垫板基本上有两种,一种是永久性与焊缝金属相连的(多数材质与母材相同),一 种是焊后可以取下来(钢焊接时候采用铜垫板,埋弧焊焊接时候采用焊剂垫等)在 焊接上都是为了焊缝的成型,减少背面焊缝的内凹,烧穿,等缺陷。压力容器制造 中,筒体最后一道环缝,无法进行内侧施焊,而卷制的筒体圆度,加工组装精度可 能在采用氩弧焊打底或者焊条电弧
 用浮动刀盘加工焊管坡口
用浮动刀盘加工焊管坡口
用浮动刀盘加工焊管坡口
目前无缝钢管件焊接坡口的加工大多采用端面铣削或车削(只有大管径时才采用磨削)。加工时,刀具与工件之间相对转动,且回转中心距保持一定。从生产中发现,用这种方式加工的产品很难达到GB1245989标准中规定的端面公差要求。问题的关键在于管件成型公差带范...