是应用最广的孔加工刀具。通常直径范围为0.25~80毫米。它主要由工作部分和柄部构成。 工作部分有两条螺旋形的沟槽,形似麻花,因而得名。为了减小钻孔时导向部分与孔壁间的摩擦,麻花钻自钻尖向柄部方向逐渐减小直径呈倒锥状。
-

选择特殊符号
选择搜索类型
请输入搜索
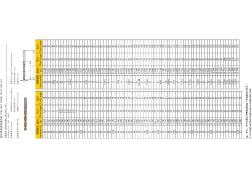
问题内容 | 产生原因 | 解决方法 |
孔径增大.误差大 | 1钻头左右切削刃不对称,摆差大2钻头横刃太长3钻头刃口崩刃4钻头刃带上有积屑癅5钻头弯曲6进给量太大7钻床主轴摆差大或松动 | 1刃磨时保证钻头左右切削刃对称,摆差在允许范围内2修磨横刃,减小横刃长度3及时发现崩刃情况,并更换钻头4将刃带上的积削瘤用油石修整到合格5矫直或跟换6降低进给量7及时调整和维修钻床 |
孔径小 | 1钻头刃带已严重磨损2钻出得孔不圆 | 1更换合格的钻头2见第三项的解决方法 |
钻孔时产生振动或不圆 | 1钻头后角太大2无导向套或导向套与钻头配合间隙过大3钻头左右切削刃不对称,摆差大4主轴轴承松动5工件夹紧不牢6工件表面不平整,有气孔砂眼7工件内部有制品、交叉孔 | 1减小钻头后角2钻杆伸出过长时必须有导向套,采用适合的间隙的导向套或先打中心孔再钻孔3刃磨时保证钻头左右切削刃对称,摆差在允许范围内4调整或更换轴承5改进夹具或定位装置6更换合格毛坯7改变工序顺序或改变工件结构 |
孔位超差,孔歪斜 | 1钻头的钻尖已磨钝2钻头左右切削刃不对称,摆差大3钻头横刃太长4钻头与导向套配合间隙过大5主轴和导向套轴线不同轴,主轴与工作台面不垂直6钻头在切削时震动7工件表面不平整,有气孔砂眼8工件内部有制品、交叉孔9导向套底端面与工作表面间的距离远,志向套长度短10工件夹紧不牢11工件表面倾斜12进给量不均匀 | 1重磨钻头2刃磨时保证钻头左右对称,摆差在允许范围内3修磨横刃,减小横刃长度4采用合适间隙的导向套5校正机床夹具位置,检查钻床主轴的垂直度6先打中心孔再钻孔,采用导向套或改为工件回转方式7更换合格毛坯8改变工序顺序或改变工件结构9加长导向套长度10改进夹具与定位装置11正确定位装置12使进给量均匀 |
钻头折断 | 1切削用量选择不当2钻头崩刃3钻头横刃太长4钻头已钝,刃带严重磨损呈正锥形5导向套底端面与工件表面间距离太近,排泄困难6切削液供应不足7切削堵塞钻头的螺旋槽,或切削卷在钻头上,使切血液不能进入孔内8导向套磨损成倒锥形,退刀时,钻屑夹在钻头与导向套之间9快速行程终了位置距工件太近,快速行程转向工件进给时误差大10孔钻通时,由于进给阻力迅速下降而进给量突然增加11工件或夹具刚性不足,钻通时弹性恢复,使进给量突然增加12进给丝杠磨损,动力头重锤重量不足13动力液压缸反压力不足,当孔钻通时,动力头自动下落,使进给量增大14锥柄扁尾折断 | 1减少进给量和切削速度2及时发现崩刃情况,当加工较硬的钢件时,后角要适当减小3修磨横刃,减少横刃长度4及时更换钻头,刃磨时将磨损部分全部磨掉5加大导向套与工件间的距离6切血液喷嘴对准加工孔时,加大切削液流量7减小切削速度、进给量,采用断屑措施或采用分级进给方式,使钻头退出次数8及时跟换导向套9增加工作形成距离10修磨钻头顶角,尽可能降低钻孔轴向力除惯性将要钻通时,改为手动进给,并控制进给量11减小机床、工件、夹具的弹性变形,改进夹紧定位,增加工件、夹具刚性增加二次进给12及时维修机床,增加动力头重锤重量示着较加二次进给13对估计有缩孔的铸件要减少进给量14更换钻头,并注意锥柄油污 |
钻头寿命低 | 1同钻头折断的原因2钻关切削部分几何形状与所加工的材料不适应3其他 | 1同钻头折断的解决方法2加工铜件时,钻头应选用较小后角,避免钻头自动转入工件,使进给量突然增加:加工低碳钢时,可适当增大后角,以增加钻头寿命加工较硬的钢材时,可采用双重钻头顶角,分开屑槽或修磨横刃等,以增加钻头寿命3改用新型适用的高速钢(铝高速钢、钴高速钢)钻头或采用涂层刀具消除加工件的夹砂、硬点等不正常情况 |
孔壁表面粗糙 | 1钻头不锋利2后角太大3进给量太大4切削液供给不足,切削液性能差5切屑堵塞钻头的螺旋槽6夹具刚性不够工件材料硬度过低 | 1将钻头磨锋利2采用适当的后角3减少进给量4加大切削液流量选择性能好的切削液5减小切削速度、进给量,采用断屑措施或采用分级进给方式,使钻头退出次数6改进夹具7增加热处理工序,适当提高工件硬度 |
普通麻花钻的螺旋角主要影响切削刃上前角的大小、刃瓣强度和排屑性能,通常为25°~32°。螺旋形沟槽可用铣削、磨削、热轧或热挤压等方法加工,钻头的前端经刃磨后形成切削部分。
标准普通麻花钻的切削部分顶角为118,横刃斜角为40°~60°,后角为8°~20°。由于结构上的原因,前角在外缘处大、向中间逐渐减小,横刃处为负前角(可达-55°左右),钻削时起挤压作用。为了改善麻花钻的切削性能,可根据被加工材料的性质将切削部分修磨成各种外形(如群钻)。
麻花钻的柄部形式有直柄和锥柄两种,加工时前者夹在钻夹头中,后者插在机床主轴或尾座的锥孔中。一般麻花钻用高速钢制造。镶焊硬质合金刀片或齿冠的麻花钻适于加工铸铁、淬硬钢和非金属材料等,整体硬质合金小麻花钻用于加工仪表零件和印刷线路板等。
是应用最广的孔加工刀具。通常直径范围为0.25~80毫米。它主要由工作部分和柄部构成。 工作部分有两条螺旋形的沟槽,形似麻花,因而得名。为了减小钻孔时导向部分与孔壁间的摩擦,麻花钻自钻尖向柄部方向逐渐减小直径呈倒锥状。
一般麻花钻用高速钢制造。镶
普通麻花钻的参数: ⑴普通麻花钻的螺旋角主要影响切削刃上前角的大小、刃瓣强度和排屑性能,通常为25°~32°。螺旋形沟槽可用铣削、磨削、热轧或热挤压等方法加工,钻头的前端经刃...
中心钻,头上的切削刃可以说是两级切削刃,主要用于中心定位,而麻花钻只有一级切削刃,主要用于加工孔的内孔的加工,两者起相互辅导作用!

 普通麻花钻在玻璃制品上钻孔
普通麻花钻在玻璃制品上钻孔
普通麻花钻在玻璃制品上钻孔
一般玻璃制品都是烧结成形的,要在玻璃制品上钻孔,只能用硬度高于玻璃的金刚石钻头,但这种钻头价格贵,每只需几百元,而且一种钻头也只能钻一种规格的孔。近几年来,国内外使用激光打孔,给成批生产玻璃制品的工厂提供了先进设备,然而这种设备要几万元,孔的规格也只有几种,满足不了医院的需要。随着医院新业务的开展,往往需要在一般玻璃
《图解普通麻花钻与倪志福钻头》共分6章,主要讲解了普通麻花钻与倪志福钻头的基本知识、几何设计,切削原理、使用方法。
出版时间: 2008-10-01
版 次: 1
页 数: 138
装 帧: 平装
开 本: 16开
所属分类: 图书>科技>金属学与金属工艺
丛书序
前言
第一章 麻花钻的基本结构
第一节 麻花钻的结构与术语
麻花钻简介
麻花钻的组成
麻花钻的名称术语
第二节 麻花钻的三种基准系
三种基准系简介
三种基准系的区别
第三节 麻花钻的结构参数
长度尺寸参数
结构角度参数
本章小结
第二章 麻花钻结构参数特点及其分析
第一节 麻花钻长度参数的特点
钻头直径
钻心厚度钻心增量
钻径倒锥
刃带高度宽度
刃瓣宽度与刃沟槽宽
钻尖偏心
切削刃高度差
横刃长度
第二节 麻花钻结构角度参数的特点
原始锋角
使用锋角
螺旋角
横刃斜角
结构后角
尾隙角
周边后角
其他角度参数
第三节 麻花钻在理论参考系中的基本角度组
基本角度组简介
主刃的刀具角度组
副刃的刀具角度组
横刃的刀具角度组
第四节 麻花钻在工作参考系中的基本角度组
第五节 麻花钻的前角分析
简述
麻花钻几种前角的定义
麻花钻的前角公式
前角与测量平面方位角
主刃上各段的前角分析
普通麻花钻的前角分析
专用麻花钻的前角分析
第六节 麻花钻的后角分析
概述
后面的刃磨方法
切深方向后角的分析
进给方向后角的分析
第七节 横刃的参数分析及其切削特点
横刃的前后角计算
横刃的切削特点
横刃可以不要吗
第八节 钻头工作角度的分析
本章小结
第三章 麻花钻的钻削原理
第一节 钻削运动与钻削要素
钻削运动
加工表面
钻削层要素
表面残留面积及其高度
第二节 制造麻花钻的常用材料
材料应具备的性能
常用的材料
其他材料
第三节 麻花钻的钻削过程
钻削层变形过程
钻削层变形区的划分
钻屑的形态与排屑
钻削时的积屑瘤
第四节 麻花钻的钻削力
钻削力的来源
主切削刃的钻削力分析
横刃的钻削力分析
副切削刃的钻削力分析
钻削力的经验公式
影响钻削力的因素
第五节 麻花钻的钻削热与钻削温度
钻削热的来源
钻削热的传出
钻削温度的测量方法
钻削温度的分布
影响钻削温度的因素
第六节 麻花钻的磨损与耐用度
钻头的磨损形式
钻头的磨损原因
钻头的磨钝标准
钻头耐用度
第七节 钻孔的质量
钻孔质量的内容
钻孔质量的分析
钻头对钻孔质量的影响
第八节 钻孔的冷却与润滑
切削液的作用
切削液添加剂
切削液的类型
切削液的选用
切削液的使用方法
第九节 钻孔的振动与振动钻削
钻孔的振动
振动钻削的概念与种类
振动钻削的工作原理
第十节 钻削用量的合理选用
选取钻削用量的依据
钻削用量的推荐值
第十一节 麻花钻的改进途径
普通麻花钻存在的问题
钻头材料的改进
钻头结构的改进
本章小结
第四章 群钻
第一节 基本型群钻的结构与术语
群钻简介
基本型群钻的组成
基本型群钻的名称术语
基本型群钻的结构特点
第二节 基本型群钻的结构参数
长度参数
角度参数
第三节 基本型群钻的几何参数分析
圆弧刃
内刃
横刃
外刃
分屑槽
第四节 基本型群钻的钻削力的试验比较
钻削力的试验
钻削力试验的结果分析
第五节 基本型群钻的磨损与耐用度
群钻的磨损形式
群钻的磨损曲线
磨钝标准与群钻寿命公式
第六节 基本型群钻的切削用量
切削深度
进给量
切削速度
选用原则
第七节 基本型群钻的优点分析
分屑排屑和断屑
定心与切入
钻削过程
基本型群钻的优点总结
本章小结
第五章 群钻的应用
第一节 钻铸铁群钻
铸铁的特点
钻铸铁群钻
钻铸铁群钻口诀
钻铸铁群钻切削部分的几何参数
钻铸铁群钻钻孔钻削用量
第二节 钻不锈钢群钻
不锈钢的特点
钻不锈钢群钻
钻不锈钢群钻切削部分的几何参数
第三节 钻铝合金群钻
铝合金的特点
钻铝合金群钻
钻铝合金群钻口诀
铝合金ZL101钻孔钻削用量
第四节 钻纯铜群钻
纯铜的特点
钻纯铜群钻
钻纯铜群钻口诀
纯铜群钻钻削部分的几何参数
第五节 钻橡胶群钻
橡胶的特点
钻橡胶群钻
钻橡胶群钻口诀
第六节 扩毛坯孔群钻
扩毛坯孔时常见的问题
扩毛坯孔群钻
扩毛坯孔群钻口诀
毛坯孔扩孔群钻切削部分的几何参数
本章小结
第六章 麻花钻的三维造型过程
第一节 麻花钻造型的相关参数
第二节 麻花钻的三维造型过程
本章小结
参考文献