平行封焊机主要功能文献

 道闸主要功能
道闸主要功能
道闸主要功能
道闸 主要功能: 功能一,手动按钮可作 ‘升’‘降’及‘停’操作、无线遥控可作 ‘升’‘降’‘停’及对手动按钮的 ‘加锁’‘解锁 ’操作 ; 功能二,停电自动解锁,停电后可手动抬杆 ; 功能三,具有便于维护与调试的 ‘自检模式 ’; 道闸 道闸又称挡车器,最初从国外引进,英文名叫 Barrier Gate ,是专门用于道路上限 制机动车行驶的通道出入口管理设备 ,现广泛应用于公路收费站、 停车场系统 管理车 辆通道,用于管理车辆的出入。电动道闸可单独通过无线遥控实现起落杆,也可以通过 停车场管理系统 (即 IC 刷卡管理系统)实行自动管理状态,入场取卡放行车辆,出场 时,收取 停车费 后自动放行车辆。
 广发银行大厦电梯主要功能需求表
广发银行大厦电梯主要功能需求表
广发银行大厦电梯主要功能需求表
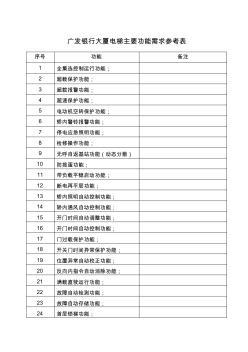
广发银行大厦电梯主要功能需求参考表 序号 功能 备注 1 全集选控制运行功能; 2 超载保护功能; 3 超载报警功能; 4 超速保护功能; 5 电动机空转保护功能; 6 轿内警铃报警功能; 7 停电应急照明功能; 8 检修操作功能; 9 无呼自返基站功能(动态分散) 10 防捣蛋功能; 11 带负载平稳启动功能; 12 断电再平层功能; 13 轿内照明自动控制功能; 14 轿内通风自动控制功能; 15 开门时间自动调整功能; 16 开门时间自动控制功能; 17 门过载保护功能; 18 开关门时间异常保护功能; 19 位置异常自动校正功能; 20 反向内指令自动消除功能; 21 满载直驶运行功能; 22 故障自动检测功能; 23 故障自动存储功能; 24 首层锁梯功能; 25 轿内误指令取消功能; 26 门光幕 +机械保护功能; 27 高精度再平层功能; 28 提前开门功能; 29 有司机操