切前用量标准简介文献

 使用切割机前.
使用切割机前.
使用切割机前.
安装、使用切割机前,请认真阅读本说明书 操作者应在熟悉并理解说明书内容后,才允许操作本机 本说明书请送交到最终使用者手中 K L G – H 系 列 等离子弧切割机 使用说明书 (30/40/60/80/100/120 型) 本机适用 3~50HZ.380V 电源 常州市金阳开元焊割设备有限公司 地址:常州市武进开发区十里工业园 电话: 0519-88380940 传真: 86708868 邮编: 213162 网址 WWW∶JINYANGWELDING.CN 2 目 录 一、安 全 注 意 事 项⋯⋯⋯⋯⋯⋯⋯⋯⋯3 -6 二、切割机的使用条件 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7 三、用途与性能特点 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 7 四、组成及结构特点 (1)组成说明⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7 (2) 面板元件功能介绍 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯8 (3)符号说明⋯⋯⋯⋯⋯⋯⋯⋯
 不锈钢切削用量参数表
不锈钢切削用量参数表
不锈钢切削用量参数表
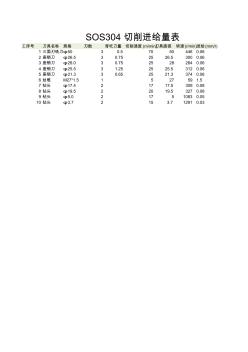
工序号 刀具名称 规格 刃数 背吃刀量 切削速度 (m/min)刀具直径 转速 (r/min)进给 (mm/r) 1 三面刃铣刀φ50 3 0.5 70 50 446 0.06 2 座销刀 φ26.5 3 0.75 25 26.5 300 0.06 3 座销刀 φ28.0 3 0.75 25 28 284 0.06 4 座销刀 φ25.5 3 1.25 25 25.5 312 0.06 5 座销刀 φ21.3 3 0.65 25 21.3 374 0.06 6 丝锥 M27*1.5 1 5 27 59 1.5 7 钻头 φ17.4 2 17 17.5 309 0.08 8 钻头 φ19.5 2 20 19.5 327 0.08 9 钻头 φ5.0 2 17 5 1083 0.05 10 钻头 φ3.7 2 15 3.7 1291 0.03 SOS304 切削进给量表 进给量 (mm/mi