热轧钢特点文献

 热轧钢板
热轧钢板
热轧钢板
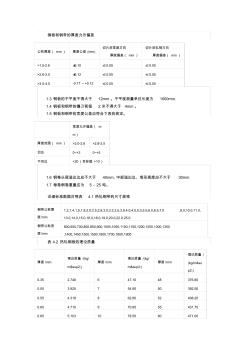
钢板和钢带的厚度允许偏差 公称厚度( mm) 厚度公差 (mm) 切片后宽度方向 厚度偏差( mm) 切片后轧制方向 厚度偏差( mm) >1.5-2.6 ±0.10 ≤0.05 ≤0.05 >2.6-3.0 ±0.12 ≤0.05 ≤0.05 >3.0-4.0 -0.17~+0.12 ≤0.05 ≤0.05 1.3 钢板的不平度不得大于 12mm 。不平度测量单位长度为 1000mm. 1.4 钢板和钢带的镰刀弯每 2 米不得大于 4mm 。 1.5 钢板和钢带的宽度公差应符合下表的规定。 宽度允许偏差( m m) 厚度范围( mm) >2.0-2.8 >2.8-3.5 切边 0~+3 0~+5 不切边 +20(目标值 +10) 1.6 钢卷头尾溢出边应不大于 40mm, 中部溢出边、塔形高度应不大于 30mm. 1.7 每卷钢卷重量应为 5-25 吨。 详细标准数据对照表 4
 热轧钢管
热轧钢管
热轧钢管
热轧钢管 简述:热轧钢管的定义,特点,标准、用途、规格及理论重量计算公式。 一: 热轧钢 管的定义: 热轧是相 对于冷 轧而言 的,冷轧 是在再 结晶温度以下 进行的 轧制, 而热轧 就是在 再结晶温度以上 进行的轧制。 二、热 轧钢管的分类: 无缝钢管分热轧和冷轧(拨)无缝钢管两类。 热轧钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂 化管、地质钢管和其它钢管等。 冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不 锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、 异型钢管。热轧无缝管外径一般大于 32mm,壁厚 2.5-75mm,冷轧无缝钢管外径可以到 6mm,壁厚可到 0.25mm,薄壁管外径可到 5mm,壁厚小于 0.25mm,冷轧比热轧尺寸精度 高。 一般用无缝钢管:是用 10、 20、 30、3
