生产过程时间组织文献

 生产过程确认记录表
生产过程确认记录表
生产过程确认记录表
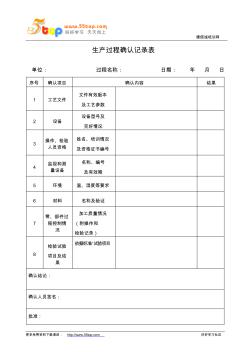
德信诚培训网 更多免费资料下载请进: http://www.55top.com 好好学习社区 生产过程确认记录表 单位: 过程名称: 日期: 年 月 日 序号 确认项目 确认内容 结果 1 工艺文件 文件有效版本 及工艺参数 2 设备 设备型号及 完好情况 3 操作、检验 人员资格 姓名、培训情况 及资格证书编号 4 监视和测 量设备 名称、编号 及有效期 5 环境 温、湿度等要求 6 材料 名称及验证 7 零、部件过 程控制情 况 加工质量情况 (附操作和 检验记录) 8 检验试验 项目及结 果 依据标准/试验项目 确认结论: 确认人员签名: 批准: 德信诚培训网 更多免费资料下载请进: http://www.55top.com 好好学习社区 注:确认证据按附件编号另附。