石膏模概述文献

 提高石膏模强度的一些方法
提高石膏模强度的一些方法
提高石膏模强度的一些方法
提高石膏模强度的一些方法 当 前 , 在 国 内 外 陶 瓷 成 型 生 产 中 ,石 膏 模 型 仍 然 是 陶 瓷 生 产 的 主 要 辅 助 工 具 。 原 因 是 制 作 模 型 的 石 膏 取 用 方 便 , 物 美 价 廉 ; 石 膏 粉 按 比 例 与 水 混 合 后 , 有 良 好 的 流 动 性 和 凝 结 性 能 ; 模 型 有 良 好 的 吸 水 性 能 和 干 燥 功 能 。 所 以 陶 瓷 企 业 仍 将 其 做 为 制 作 模 型 的 主 要 材 料 , 用 于 制 作 注 浆 、滚 压 和 冷 压 成 型 的 模 型 。但 石 膏 也 有 其 致 命 的 缺 点 ,就 是 做 出 的 模 型 强 度 低 、 耐 磨 性 差 , 容 易 破 损 , 故 使 用 寿 命 短 , 在 生 产 中 需 频 繁 更 换 , 消 耗 量 很 大 ,加 大 了 生 产 制
 石膏模盒施工流程及说明
石膏模盒施工流程及说明
石膏模盒施工流程及说明
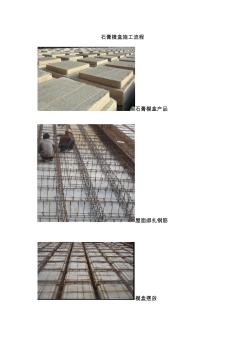
石膏模盒施工流程 石膏模盒产品 屋面绑扎钢筋 模盒摆放 模盒摆放 混凝土浇注 模盒施工完毕 6210 76 6 平面布置图 25 75 1600 立面布置图 石膏模盒移动浇注生产线设备清单 年产模合 30万个 序号 名称 单位 数量 备注 1 模盒成型主机 套 6 580*580*155mm*6 台 块型可定制。 2 主配电柜 1 台 套 1 3 螺旋输送机 台 1-2 根据配方设定,需方自备 4 水泵 套 1 5 气泵 套 1 6 计量系统(含料罐、钢架、气缸、 插板阀) 套 1 7 移动浇注系统(含搅拌车、轨道) 套 1 8 电线电缆 套 1 仅限于主配电柜至生产线上 各设备。 9 10 11 12 备注: 1、原材料的储料罐、石膏模盒的运输车、螺旋输送机由需方自备,供方提供数据。 安徽森科新材料有限公司 郭俊 13855170493 2013年 5月 16日
