数控编程定义
对于几何形状复杂的零件需借助计算机使用规定的数控语言编写零件源程序,经过处理后生成加工程序,称为自动编程。
随着数控技术的发展,先进的数控系统不仅向用户编程提供了一般的准备功能和辅助功能,而且为编程提供了扩展数控功能的手段。FANUC6M数控系统的参数编程,应用灵活,形式自由,具备计算机高级语言的表达式、逻辑运算及类似的程序流程,使加工程序简练易懂,实现普通编程难以实现的功能。
数控编程同计算机编程一样也有自己的"语言",但有一点不同的是,现在电脑发展到了以微软的Windows为绝对优势占领全球市场.数控机床就不同了,它还没发展到那种相互通用的程度,也就是说,它们在硬件上的差距造就了它们的数控系统一时还不能达到相互兼容.所以,当我要对一个毛坯进行加工时,首先要以我们已经拥有的数控机床采用的是什么型号的系统.
数控编程常用软件
⑴UG
Unigraphics 是美国Unigraphics Solution公司开发的一套集CAD、CAM、CAE 功能于一体的三维参数化软件,是当今最先进的计算机辅助设计、分析和制造的高端软件,用于航空、航天、汽车、轮船、通用机械和电子等工业领域。
UG软件在CAM领域处于领先的地位,产生于美国麦道飞机公司,是飞机零件数控加工首选编程工具。
数控编程UG 优点
提供可靠、精确的刀具路径
能直接在曲面及实体上加工
良好的使用者界面,客户也可自行化设计界面多样的加工方式,便于设计组合高效率的刀具路径
完整的刀具库
加工参数库管理功能
包含二轴到五轴铣削、车床铣削、线切割
大型刀具库管理
实体模拟切削
泛用型后处理器等功能
高速铣功能
CAM客户化模板
数控编程⑵Catia
Catia是法国达索(Dassault)公司推出的产品,法制幻影系列战斗机、波音737、777的开发设计均采用Catia。
CATIA 据有强大的曲面造型功能,在所有的CAD三维软件位居前列,广泛应用于国内的航空航天企业、研究所,以逐步取代UG成为复杂型面设计的首选。
CATIA具有较强的编程能力,可满足复杂零件的数控加工要求。一些领域采取CATIA设计建模,UG编程加工,二者结合,搭配使用。
⑶Pro/E是
美国 PTC (参数技术有限公司)开发的软件,是全世界最普及的三维 CAD/CAM (计算机辅助设计与制造)系统。广泛用于电子、机械、模具、工业设计和玩具等民用行业。具有零件设计、产品装配、模具开发、数控加工、造型设计等多种功能。
Pro/E在中国南方地区企业中被大量使用,设计建模采用PRO-E ,编程加工采用MASTERCAM 和 CIMATRON 是通行的做法。
数控编程⑷Cimatron
CimatronCAD/CAM系统是以色列Cimatron公司的CAD/CAM/PDM产品,是较早在微机平台上实现三维CAD/CAM全功能的系统。该系统提供了比较灵活的用户界面,优良的三维造型、工程绘图,全面的数控加工,各种通用、专用数据接口以及集成化的产品数据管理。CimatronCAD/CAM系统在国际上的模具制造业备受欢迎,国内模具制造行业也在广泛使用。
数控编程⑸Mastercam
美国CNC公司开发的基于PC平台的CAD/CAM软件,它具有方便直观的几何造型 Mastercam提供了设计零件外形所需的理想环境,其强大稳定的造型功能可设计出复杂的曲线、曲面零件。Mastercam具有较强的曲面粗加工及的曲面精加工的功能,曲面精加工有多种选择方式,可以满足复杂零件的曲面加工要求,同时具备多轴加工功能。由于价格低廉,性能优越,成为国内民用行业数控编程软件的首选。
数控编程⑹FeatureCAM
美国DELCAM公司开发的基于特征的全功能CAM软件,全新的特征概念,超强的特征识别,基于工艺知识库的材料库,刀具库,图标导航的基于工艺卡片的编程模式。全模块的软件,从2~5轴铣削,到车铣复合加工,从曲面加工到线切割加工,为车间编程提供全面解决方案。DELCAM软件后编辑功能相对来说是比较好的。
国内一些制造企业正在逐步引进,以满足行业发展的需求,属新兴产品。
数控编程⑺CAXA制造工程师
CAXA制造工程师是北京北航海尔软件有限公司推出一款全国产化的CAM产品,为国产CAM软件在国内CAM市场中占据了一席之地。作为中国制造业信息化领域自主知识产权软件优秀代表和知名品牌,CAXA已经成为中国CAD/CAM/PLM业界的领导者和主要供应商。 CAXA制造工程师是一款面向二至五轴数控铣床与加工中心、具有良好工艺性能的铣削/钻削数控加工编程软件。该软件性能优越,价格适中,在国内市场颇受欢迎。
数控编程⑻EdgeCAM
英国Pathtrace公司出品的具有智能化的专业数控编程软件,可应用于车、铣、线切割等数控机床的编程。针对当前复杂三维曲面加工特点,EdgeCAM设计出更加便捷可靠的加工方法 ,流行于欧美制造业。英国路径公司正在进行中国市场的开发和运作,为国内的制造业的客户提供更多的选择。
数控编程⑼VERICUTVERICUT
美国CGTECH公司出品的一种先进的专用数控加工仿真软件。VERICUT 采用了先进的三维显示及虚拟现实技术,对数控加工过程的模拟达到了极其逼真的程度。不仅能用彩色的三维图像显示出刀具切削毛坯形成零件的全过程,还能显示出刀柄、夹具,甚至机床的运行过程和虚拟的工厂环境也能被模拟出来,其效果就如同是在屏幕上观看数控机床加工零件时的录像。
编程人员将各种编程软上生成的数控加工程序导入VERICUTVERICUT中,由该软件进行校验,可检测原软件编程中产生的计算错误,降低加工中由于程序错误导致的加工事故率。目前国内许多实力较强的企业,已开始引进该软件来充实现有的数控编程系统,取得了良好的效果。
随着制造业技术的飞速发展,数控编程软件的开发和使用也进入了一个高速发展的新阶段,新产品层出不穷,功能模块越来越细化,工艺人员可是在微机上轻松地设计出科学合理并富有个性化的数控加工工艺,把数控加工编程变得更加容易、便捷。
数控编程(10)PowerMill
PowerMILL是英国Delcam Plc公司出品的功能强大,加工策略丰富的数控加工编程软件系统。采用全新的中文WINDOWS用户界面,提供完善的加工策略。帮助用户产生最隹的加工方案,从而提高加工效率,减少手工修整,快速产生粗、精加工路径,并且任何方案的修改和重新计算几乎在瞬间完成,缩短85%的刀具路径计算时间,对2-5轴的数控加工包括刀柄、刀夹进行完整的干涉检查与排除。具有集成一的加工实体仿真,方便用户在加工前了解整个加工过程及加工结果,节省加工时间。
数控编程基本步骤
⒈分析零件图确定工艺过程
对零件图样要求的形状、尺寸、精度、材料及毛坯进行分析,明确加工内容与要求;确定加工方案、走刀路线、切削参数以及选择刀具及夹具等。
⒉数值计算
根据零件的几何尺寸、加工路线、计算出零件轮廓上的几何要素的起点、终点及圆弧的圆心坐标等。
⒊编写加工程序
在完成上述两个步骤后,按照数控系统规定使用的功能指令代码和程序段格式,编写加工程序单。
⒋将程序输入数控系统
程序的输入可以通过键盘直接输入数控系统,也可以通过计算机通信接口输入数控系统。
⒌检验程序与首件试切
利用数控系统提供的图形显示功能,检查刀具轨迹的正确性。对工件进行首件试切,分析误差产生的原因,及时修正,直到试切出合格零件。
虽然,每个数控系统的编程语言和指令各不相同,但其间也有很多相通之处.


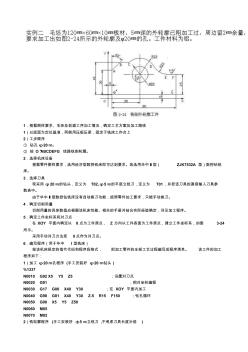 数控编程实例
数控编程实例