第一章数控车床概述 / 1
第一节数控车床的组成、工作原理及功能1
一、数控技术的基本概念1
二、数控车床的工作原理及组成2
三、数控车床的功能2
第二节数控车床特点、布局及分类4
一、数控车床的特点4
二、数控车床的布局5
三、数控车床的分类6
四、数控车床的选择配置与机械结构组成10
第三节数控车床的加工过程及数控系统的主要功能10
一、数控车床的加工过程10
二、数控系统的主要功能11
第二章数控车削加工工艺 / 13
第一节数控车削加工工艺概述13
一、数控车削加工的主要对象13
二、数控车削加工工艺的主要内容15
三、数控车削加工工艺的基本特点16
第二节数控车削加工工艺的制定16
一、零件图样分析16
二、工序和装夹方式的确定18
三、加工顺序的安排21
四、进给路线的确定21
五、定位与夹紧方案的确定24
六、夹具的选择24
七、切削用量的选择25
八、数控加工工艺与普通工序的衔接27
第三节典型零件数控车削加工工艺分析28
一、轴类零件加工工艺分析28
二、轴套类零件加工工艺分析30
第三章数控车床编程 / 34
第一节数控车削编程基础34
一、数控编程的种类和内容34
二、程序的构成35
三、主程序和子程序38
四、典型数控系统的指令代码39
五、部分指令的编程要点(SIEMENS数控系统)42
六、数控车床的坐标系统44
七、零件程序的结构47
八、程序编制中的数值处理48
第二节固定循环编程54
一、外径/内径车削固定循环指令(G90)54
二、端面车削固定循环指令(G94)57
第三节复合固定循环编程59
一、精加工循环指令(G70)59
二、外径/内径粗车循环(G71)60
三、端面粗车循环(G72)63
四、固定形状粗车循环(G73)65
五、端面深孔钻削循环(G74)67
六、外径/内径钻孔循环(G75)68
第四节螺纹切削循环编程70
一、单行程螺纹切削指令(G32)70
二、螺纹切削固定循环指令(G92)71
三、螺纹切削复合循环指令(G76)73
第五节子程序应用和宏程序加工76
一、子程序应用76
二、宏程序加工83
第六节刀具补偿功能103
一、刀具位置补偿103
二、刀尖圆弧半径补偿105
第七节数控车削编程实战训练109
一、螺纹类零件编程和加工综合实例109
二、轴类零件编程和加工综合实例113
三、复合轴类零件编程和加工综合实例118
四、槽类零件编程和加工综合实例122
五、宏程序编程和加工综合实例125
第四章数控车床加工方法 / 130
第一节数控车削刀具及夹具130
一、数控车削刀具及其用途130
二、数控车床夹具143
第二节车螺纹144
一、螺纹的切削方法及切削用量的选择144
二、车螺纹前直径尺寸的确定与螺纹车削行程的确定147
三、等螺距螺纹切削指令(G32)147
四、螺纹车削实训(一)149
五、螺纹车削实训(二)151
六、螺纹车削实训(三)156
第三节车简单轴类零件160
一、加工余量及切削用量的确定160
二、切削层参数及切削用量的选择162
三、切削液的选用163
四、车刀安装与工件装夹166
五、切削指令173
六、简单轴类零件加工实训177
第四节车圆弧181
一、车圆弧的加工方法181
二、圆弧加工的编程方法和车削圆弧中的刀具干涉182
三、车圆弧切削指令(G02/G03)183
四、车圆弧实训185
第五节切断与切槽188
一、切断与切槽刀具188
二、切断刀与车槽刀的装夹193
三、切断的加工方法193
四、切削用量的确定196
五、外圆沟槽和内沟槽的车削方法196
六、端面沟槽和T形槽的车削方法200
七、暂停指令与实训201
第六节简单零件的编程与加工202
一、外螺纹轴的编程与加工202
二、螺纹轴、套组合件的编程与加工205
三、多线螺纹零件的编程与加工209
四、外圆、倒角零件车削的编程与加工212
五、圆弧插补编程与加工215
六、圆锥小轴的编程与加工217
七、内、外圆锥套的编程与加工220
八、切槽的编程与加工224
第五章数控车床操作 / 228
第一节FANUC 0i系统数控车床的操作228
一、操作面板228
二、机床回参考点231
三、手动操作232
四、对刀233
五、车床刀具补偿参数236
六、数控程序处理237
七、自动加工方式239
八、MDI模式240
第二节SIEMENS-802S系统数控车床的基本操作240
一、开机的操作步骤240
二、回参考点240
三、手动(JOG)操作241
四、MDA运行方式242
五、自动运行方式243
六、对刀及刀具补偿参数的设置244
七、刀尖圆弧半径补偿的设置247
八、刀具补偿值的修改247
九、G54~G57零点偏移的设置248
十、对刀正确性校验249
十一、程序的管理249
十二、程序的空运行测试和断点搜索253
第三节华中系统数控车床的基本操作255
一、华中系统数控车床的操作面板简介255
二、数控车床基本操作方法及操作步骤260
第四节广州数控980TD数控车床的基本操作277
一、程序的录入277
二、机械回零对刀278
三、试切对刀279
四、刀偏值的修改280
五、程序的校验281
六、其他操作281
第五节数控车床的维护、保养及故障诊断283
一、数控车床的维护与保养283
二、数控车床常见故障诊断和处理286
参考文献 / 290

 数控车工高级题库
数控车工高级题库
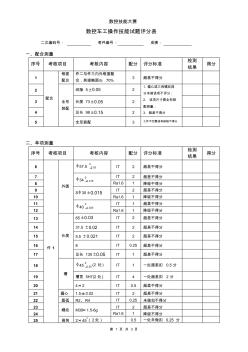 数控车工评分表
数控车工评分表