SUS309S化学成份文献

 不锈钢SUS303&SUS304&SUS303Cu&S30300
不锈钢SUS303&SUS304&SUS303Cu&S30300
不锈钢SUS303&SUS304&SUS303Cu&S30300
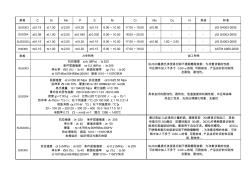
规格 C Si Mn P S Ni Cr Mo Cu N 其他 标准 SUS303 ≤0.15 ≤1.00 ≤2.00 ≤0.20 ≥0.15 8.00~10.00 17.00~19.00 ≤0.60 - - - JIS G4303-2005 SUS304 ≤0.08 ≤1.00 ≤2.00 ≤0.045 ≤0.030 8.00~10.50 18.00~20.00 - - - - JIS G4303-2005 SUS303Cu ≤0.15 ≤1.00 ≤3.00 ≤0.20 ≥0.15 8.00~10.00 17.00~19.00 ≤0.60 1.50~3.50 - - JIS G4303-2005 S30300 ≤0.15 ≤1.00 ≤2.00 ≤0.20 ≥0.15 8.00~10.00 17.00~19.00 - - - - ASTM A959-2009 规格 SUS303 SUS
 油漆化学成份表
油漆化学成份表
油漆化学成份表
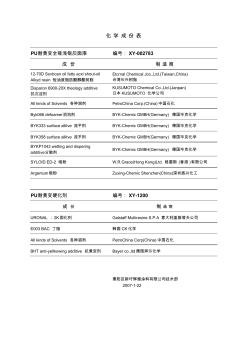
PU耐黄变全哑浅银灰面漆 编号: XY-002783 成 份 制 造 商 12-70D Sovbcan oil fatty acxl shout-oil Alkyd resin 短油度脂肪酸醇酸树脂 Etcrnal Chemical Jco.,Ltd.(Taiwan,China) 台湾长兴树脂 Disparon 6900-20X theology additive 抗沉淀剂 KUSUMOTO Chemical Co.,Ltd.(Janpan) 日本 KUSUMOTO 化学公司 All kinds of Solvents 各种溶剂 PetroChina Corp.(China)中国石化 Byk066 defoamer消泡剂 BYK-Chemic GMBH(Germany) 德国毕克化学 BYK333 surface allitve 流平剂 BYK-Chemic GMBH(Germany) 德