SUS309S力学性能文献

 不锈钢SUS303&SUS304&SUS303Cu&S30300
不锈钢SUS303&SUS304&SUS303Cu&S30300
不锈钢SUS303&SUS304&SUS303Cu&S30300
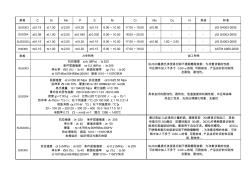
规格 C Si Mn P S Ni Cr Mo Cu N 其他 标准 SUS303 ≤0.15 ≤1.00 ≤2.00 ≤0.20 ≥0.15 8.00~10.00 17.00~19.00 ≤0.60 - - - JIS G4303-2005 SUS304 ≤0.08 ≤1.00 ≤2.00 ≤0.045 ≤0.030 8.00~10.50 18.00~20.00 - - - - JIS G4303-2005 SUS303Cu ≤0.15 ≤1.00 ≤3.00 ≤0.20 ≥0.15 8.00~10.00 17.00~19.00 ≤0.60 1.50~3.50 - - JIS G4303-2005 S30300 ≤0.15 ≤1.00 ≤2.00 ≤0.20 ≥0.15 8.00~10.00 17.00~19.00 - - - - ASTM A959-2009 规格 SUS303 SUS
 钢筋力学性能 (3)
钢筋力学性能 (3)
钢筋力学性能 (3)
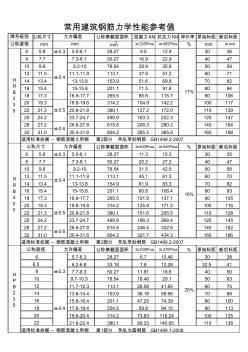
公称尺寸 公称横截面面积 屈服力KN 抗拉力KN 伸长率 原始标距 断后标距 mm mm2 ≥335Pma ≥455Pma % mm ≥mm 6 5.8 ±0.3 5.5-6.1 28.27 9.5 12.9 30 36 8 7.7 7.3-8.1 50.27 16.9 22.9 40 47 10 9.6 9.2-10 78.54 28.9 35.8 50 59 12 11.5 11.1-11.9 113.1 37.9 51.2 60 71 14 13.4 13-13.8 153.9 51.6 69.8 70 82 16 15.4 15-15.8 201.1 71.5 91.6 80 94 18 17.3 16.9-17.7 265.5 85.6 115.7 90 106 20 19.3 18.8-19.8 314.2 104.9 142.2 100 117 22 21.3 20.8-21