陶瓷制造工艺专业职业资格证书文献

 职业资格证书核发申请表格
职业资格证书核发申请表格
职业资格证书核发申请表格
职业资格证书核发申请表格 申请单位 申请时间 经办人 联系方式 职业 等级 鉴定人数 合格人数 正常 补考 理论 补考 技能 小计 古希腊哲学大师亚里士多德说: 人有两种,一种即 “吃饭是为了活着 ”,一种是 “活着是为了吃饭 ”.一个人之所以伟大,首先是因为他有超于常人的心。 “志当存高远 ”,“风物长宜放眼量 ”,这些古语 皆鼓舞人们要树立雄无数个自己,万千种模样,万千愫情怀。有的和你心手相牵,有的和你对抗,有的给你雪中送炭,有的给你烦忧 ⋯⋯ 与其说人的一生是同命运抗争,与性格妥协,不如说是与自己抗争,与自己妥协。 人最终要寻找的,就是最爱的那个自己。只是这个自己,有人终其一生也未找到;有人只揭开了冰山的一角,有人有幸会晤一次,却已用尽一生。人生最难抵达的其实就是自己。 我不敢恭维我所有的自己都是美好的,因为总有个对抗的声音: “你还没有这样的底气。 ” 很惭愧,坦白说,自己就是这
 国家职业资格证书制度
国家职业资格证书制度
国家职业资格证书制度
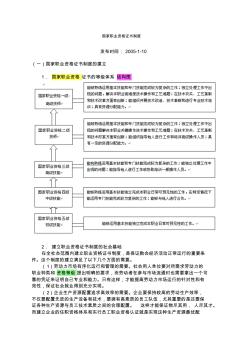
国家职业资格证书制度 发布时间: 2005-1-10 (一)国家职业资格证书制度的建立 1. 国家职业资格 证书的等级体系 结构图 2. 建立职业资格证书制度的社会基础 在全社会范围内建立职业资格证书制度,是保证数会经济活动正常运行的重要条 件。这个制度的建立满足了以下几个方面的需要。 (1)劳动力市场有序化运行和管理的需要。社会用人单位要对所需求劳动力的 职业种类和 资格等级 提出明确的要求,而劳动者在参与市场流通时也需要拿出一个可 靠的凭证来证明自己专业和能力。只有这样,才能提高劳动力市场运行的针对性和有 效性,保证社会就业得到充分实现。 (2)企业生产资源配置追求高效率的需要。企业要保持较高的劳动生产效率, 不仅要配置先进的生产设备和技术,要拥有高素质的员工队伍,尤其重要的是还要保 证各种生产资源与员工技术素质之间的合理配置。 这样才能保证物尽其用, 人尽其才。 而建立企业的任职资