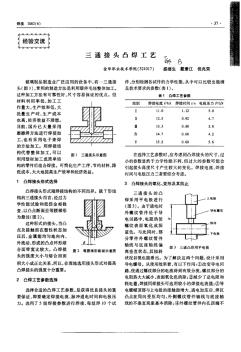
凸焊工艺特点文献

 M12螺母凸焊工艺探讨
M12螺母凸焊工艺探讨
M12螺母凸焊工艺探讨
M12 螺母凸焊工艺探讨 【摘要】介绍了凸焊螺母 M12 与 5mm 厚 B510L 钢板焊接的试验过程,确 定了最优工艺参数。 关键词凸焊螺母正交试验工艺参数 随着产品质量的不断提高,凸焊螺母、螺栓已越来越广泛的应用于汽车行 业。好多资料对凸焊工艺参数进行了分析和研究, 取得了显著成果, 为后来者提 供了具有非常实用的参考价值,但采用的试件多为 2mm~2.5mm 板料和 M6、 M8 螺母,而在底盘大梁、变速箱、安全带等重要部位好多采用大厚度钢板和 M10、M12 的大螺母,国内一些小厂,主要是一些小的配套厂,由于工艺参数选 择不正确,导致凸焊螺母焊接不牢, 半成品件在运输过程中或转运过程中凸焊螺 母容易脱落,有时不得不采取 CO2气体保护焊进行加固,不但浪费人力、财力, 也使凸焊失去了本来意义。 1大螺母、厚板凸焊的主要质量缺陷 焊接不牢,半成品件在运输过程中或转运过程中凸焊螺母脱落