套合加工质量控制文献

 机加工质量控制计划范例-HT
机加工质量控制计划范例-HT
机加工质量控制计划范例-HT
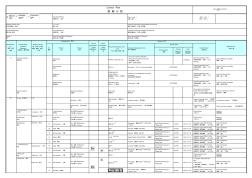
Date( Orig. ) 日期(原订): Date (Rev. ) 日期( 修订): Core Team: 核心小组 First Inspection 首检 Process Inspection 过程检查 Final inspection 最终检查 Material type 材质 American code:AISI 1215 1.Check the material certification 2.Third party test one time two years 1.检查材质证 明书 2.每年一次第三方检测 1份 /Batch Incoming inspection report 进料检验报告 (编号: LCN- 8F041D) Close off /Return to supplier 隔离 / 退货 Outer diameter 外径 Ф28 -0.03 Micromet
 钢筋加工质量控制试题----------
钢筋加工质量控制试题----------
钢筋加工质量控制试题----------
钢筋工试题 一、填空 (第空 2分,共 50分) 1、钢筋表面的油渍、漆污、 水泥浆和用锤敲击能剥落的浮皮、铁 锈等均应清除干净。 2、钢筋应平直,无局部折曲。钢筋经过钢筋调直机调直后不得有 死弯。 3、加工后的钢筋,表面不应有削弱钢筋截面的伤痕。 4、钢筋下料尺寸要求准确,受力钢筋顺长度方向允许误差± 10mm;弯起位置误差为± 20mm;箍筋内边距离尺寸误差为± 3mm; 钢筋不得有马蹄形切口、重皮、油污或弯起现象; 下料好的钢筋应分 类堆放整齐。 5、所有受拉热轧光圆钢筋的末端应作成 180°的半圆形弯钩,弯 钩的弯曲直径 dm不得小于 2.5 d,钩端应留有不小于 3d的直线段 6、受拉热轧带肋(月牙肋、 等高肋)钢筋的末端应采用直角形弯 钩,钩端的直线段长度不应小于 3d,直钩的弯曲直径 dm不得小于 5d 7、弯起钢筋应弯成平滑的曲线, 其曲率半径不宜小于钢筋直径的 10倍(