弹性垫圈技术条件齿形基本信息文献

 弹性垫圈技术条件弹簧垫圈
弹性垫圈技术条件弹簧垫圈
弹性垫圈技术条件弹簧垫圈
. '. 弹性垫圈技术条件 弹簧垫圈 specifications for spring washers single coil spring lock washers GB 94.1-87 主要内容 本标准规定了弹簧垫圈的技术条件 引用标准 GB 1222 弹簧钢 GB 5222 弹簧垫圈用梯形钢丝 GB 1220 不锈钢棒 GB 4431 硅青铜棒 GB 230 金属洛氏硬度试验方法 GB 231 金属布氏硬度试验方法 GB 90 紧固件验收检查,标志与包装 技术要求 材料,热处理和表面处理按表一规定 材料 热处理 表面处理 种类 牌号 标准编号 弹簧钢 65Mn 70 60Si2Mn GB1222 GB5222 淬火并回火 HRC42~50 氧化 磷化 镀锌钝化 不锈钢 3Cr13 GB1220 -- -- 1Cr18Ni9Ti 铜及合金 QSi3-1 GB
 弹性垫圈技术条件弹簧垫圈
弹性垫圈技术条件弹簧垫圈
弹性垫圈技术条件弹簧垫圈
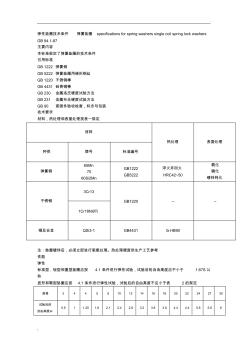
实用标准文案 文档 弹性垫圈技术条件 弹簧垫圈 specifications for spring washers single coil spring lock washers GB 94.1-87 主要内容 本标准规定了弹簧垫圈的技术条件 引用标准 GB 1222 弹簧钢 GB 5222 弹簧垫圈用梯形钢丝 GB 1220 不锈钢棒 GB 4431 硅青铜棒 GB 230 金属洛氏硬度试验方法 GB 231 金属布氏硬度试验方法 GB 90 紧固件验收检查,标志与包装 技术要求 材料,热处理和表面处理按表一规定 材料 热处理 表面处理 种类 牌号 标准编号 弹簧钢 65Mn 70 60Si2Mn GB1222 GB5222 淬火并回火 HRC42~50 氧化 磷化 镀锌钝化 实用标准文案 文档 不锈钢 3Cr13 GB1220 -- -- 1Cr18Ni9Ti

