液压弯轨机可以降低工人的劳动强度,提高工作效率,改善轨道施工、维护质量。该产品适用于矿山、港口、林场、交通等部门,它解决了轻型、重型钢轨的水平、水平曲线弯轨和直轨问题。
-

选择特殊符号
选择搜索类型
请输入搜索
KWPY-600液压弯轨器
液压弯轨器,矿车复轨器,液压弯道器,KDJ 系列电动锯轨机
该机具专门用于矿山斜井铺设铁道线路遇到坑道水平标高改变时在铺轨现场对24kg/m即以下轻型钢轨实施垂直方向的弯曲或调整。
主要技术规格
油缸直径:70mm
专用液压弯轨器。
为服务铁道、地铁、冶金、煤炭,实现铁路道岔运输标准化。
液压弯轨机由液压和机架两大部分组成。
液压弯轨机可以降低工人的劳动强度,提高工作效率,改善轨道施工、维护质量。该产品适用于矿山、港口、林场、交通等部门,它解决了轻型、重型钢轨的水平、水平曲线弯轨和直轨问题。
窗帘轨道大致可分为四类:直路轨、弯曲轨、罗马杆、升降轨(罗马帘)。直轨和弯曲轨又称之为暗轨,罗马杆称之为明轨、暗轨一般用于有窗帘盒的,不需要看出来的;明轨主要用于客厅等之处,美观大方、典雅风情。直...
连通器 几个底部互相连通的容器,注入同一种液体,在液体不流动时连通器内各容器的液面总是保持在同一水平面上。连通器的原理可用液体压强来解释。若在U形玻璃管中装有同一种液体,在连通器的底部正中设想有一个小...
1.窗帘轨道定位 画线定位的准确性关系到窗帘安装的成败,首先测量好固定孔距,与所需安装轨道的尺寸。 2.安装窗帘轨道 (1)窗帘轨有单、双或三轨道之分。当窗宽大于1200mm时,窗帘轨应断开,断...
型材弯曲机分平弯和立弯两种,它是弯曲扁钢、方钢、圆钢、角钢、I型钢、H型钢、方管、矩形管、圆管等型材的最新、最先进的机器。可根据用户的要求订制不同的模具。三辊都是主动辊、有三个独立的液压马达驱动。卷制速度快、效率高。
型材弯曲机产品用途:型材弯曲机是目前国内外较为先进的型材成型设备,被广泛应用于石油,化工,钢构,机械制造等及其他行业各种园形法兰的制作。
型材弯曲机特点:型材弯曲机可一次上料完成型材的预弯,卷圆和校圆工序;型材弯曲机结构先进,功能全,可根据用户使用情况立放或卧放。
型材弯曲机工作原理:型材弯曲机为弧线下调式型材卷弯机,机器的两个边辊为主传动辊,也可以三个工作辊为主传动辊,上辊位置固定,两个边辊围绕因定回转中心作弧线升降动动,液压控制,位移液晶显示,有利于控制型材成形过程,两侧高有托辊装置,有利于保证非对称截面型材的卷制质量。

 50瓦变压器的设计举例
50瓦变压器的设计举例
50瓦变压器的设计举例
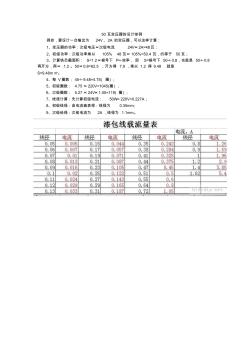
50 瓦变压器的设计举例 例如,要设计一台输出为 24V、2A 的变压器,可以这样计算: 1、变压器的功率:次级电压×次级电流 24V×2A=48瓦; 2、初级功率:次级功率乘以 105% 48瓦× 105%=50.4 瓦,约等于 50瓦; 3、计算铁芯截面积: S=1.2×根号下 P÷效率, 即 S=根号下 50÷0.8,也就是 50÷0.8 再开方,再× 1.2 。50×0.8=62.5 ,开方得 7.9 ,乘以 1.2 得 9.48 就是 S=9.48m㎡。 4、每 V圈数: 45÷9.48=4.75( 圈); 5、初级圈数: 4.75× 220V=1045(圈 ); 6、次级圈数: 5.27× 24V×1.05=119( 圈 ); 7、线径计算:先计算初级电流: 50W÷220V=0.227A; 8、初级线径:由电流查表得:线径为 0.35mm; 9、次级经径:次级电流为 2A,
 导轨,电器电器,C型导轨
导轨,电器电器,C型导轨
导轨,电器电器,C型导轨
导轨,电器电器,C型导轨
操作液压弯轨机前,先拧紧卸载阀将液压弯轨器弯钩钩住钢轨,活塞顶头顶住钢轨,再转动液压弯轨机丝杆手轮,即可将液压弯轨机卡紧在钢轨上。
在泵油加载前,需检查液压弯轨器在钢轨上安放状态,液压弯轨器要放平,弯钢底面要贴近钢轨上顶面,将放气阀松开。
将手柄杆插入掀手,即可进行泵油加载,在弯轨过程中,泵油动作不宜过快;卸载时,缓缓松开卸载阀(旋松1/2-1扣),必须待活塞顶头离开钢轨侧面后才可转动丝杆手轮。在加载过程中,切勿转动丝杆手轮。
操作液压弯轨机前,先拧紧卸载阀将液压弯轨器弯钩钩住钢轨,活塞顶头顶住钢轨,再转动液压弯轨机丝杆手轮,即可将液压弯轨机卡紧在钢轨上。
在泵油加载前,需检查液压弯轨器在钢轨上安放状态,液压弯轨器要放平,弯钢底面要贴近钢轨上顶面,将放气阀松开。
将手柄杆插入掀手,即可进行泵油加载,在弯轨过程中,泵油动作不宜过快;卸载时,缓缓松开卸载阀(旋松1/2-1扣),必须待活塞顶头离开钢轨侧面后才可转动丝杆手轮。在加载过程中,切勿转动丝杆手轮。
当活塞行程达到最大值70mm时,液压弯轨机油缸内复原弹簧呈压缩状态,为避免损坏机件,使用中活塞行程控制在65mm为宜。 慢慢打开卸载阀,使活塞杆自行复位,直至它完全回位。 旋紧卸载阀和通气阀,卸下600液压弯轨机。
操作液压弯轨机前,先拧紧卸载阀将液压弯轨器弯钩钩住钢轨,活塞顶头顶住钢轨,再转动液压弯轨机丝杆手轮,即可将液压弯轨机卡紧在钢轨上。
在泵油加载前,需检查液压弯轨器在钢轨上安放状态,液压弯轨器要放平,弯钢底面要贴近钢轨上顶面,将放气阀松开。
将手柄杆插入掀手,即可进行泵油加载,在弯轨过程中,泵油动作不宜过快;卸载时,缓缓松开卸载阀(旋松1/2-1扣),必须待活塞顶头离开钢轨侧面后才可转动丝杆手轮。在加载过程中,切勿转动丝杆手轮。
当活塞行程达到最大值70mm时,液压弯轨机油缸内复原弹簧呈压缩状态,为避免损坏机件,使用中活塞行程控制在65mm为宜。 慢慢打开卸载阀,使活塞杆自行复位,直至它完全回位。 旋紧卸载阀和通气阀,卸下600液压弯轨机。