选择特殊符号
选择搜索类型
请输入搜索

液压弯轨机可以降低工人的劳动强度,提高工作效率,改善轨道施工、维护质量。该产品适用于矿山、港口、林场、交通等部门,它解决了轻型、重型钢轨的水平、水平曲线弯轨和直轨问题。
型材弯曲机分平弯和立弯两种,它是弯曲扁钢、方钢、圆钢、角钢、I型钢、H型钢、方管、矩形管、圆管等型材的最新、最先进的机器。可根据用户的要求订制不同的模具。三辊都是主动辊、有三个独立的液压马达驱动。卷制速度快、效率高。
型材弯曲机产品用途:型材弯曲机是目前国内外较为先进的型材成型设备,被广泛应用于石油,化工,钢构,机械制造等及其他行业各种园形法兰的制作。
型材弯曲机特点:型材弯曲机可一次上料完成型材的预弯,卷圆和校圆工序;型材弯曲机结构先进,功能全,可根据用户使用情况立放或卧放。
型材弯曲机工作原理:型材弯曲机为弧线下调式型材卷弯机,机器的两个边辊为主传动辊,也可以三个工作辊为主传动辊,上辊位置固定,两个边辊围绕因定回转中心作弧线升降动动,液压控制,位移液晶显示,有利于控制型材成形过程,两侧高有托辊装置,有利于保证非对称截面型材的卷制质量。
液压弯轨机由液压和机架两大部分组成。
直线光轴和直线导轨功能近似,都是支撑和引导,其主要区别在于安装部位,另外形状也不一样,光轴是圆形,直线导轨一般成方形其上加工有有固定安装滑块的部位。直线光轴一般是两头固定,中间悬空连接部件包住光轴径向...
自动回弹导轨抽屉的优缺点:优:减少摩擦,令抽屉无声关闭,保护家具。缺:安装工艺相对要精确,相对普通的钢珠导轨易坏。自动回弹导轨原理:依靠轨道中的阻尼(带有化学成分)来实现的。自动回弹导轨别称:阻尼滑轨...
推拉窗的优缺点?优点就是采光好,清洁方便,美观,风格简洁,缺点就是通风性相对一般,密封性也是要看做工好的才能做得好。
KWPY-600液压弯轨器
液压弯轨器,矿车复轨器,液压弯道器,KDJ 系列电动锯轨机
该机具专门用于矿山斜井铺设铁道线路遇到坑道水平标高改变时在铺轨现场对24kg/m即以下轻型钢轨实施垂直方向的弯曲或调整。
主要技术规格
油缸直径:70mm
专用液压弯轨器。
为服务铁道、地铁、冶金、煤炭,实现铁路道岔运输标准化。

 蹲便器的优缺点
蹲便器的优缺点
蹲便器的优缺点
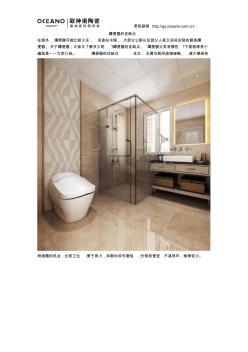
贵阳装修 http://gy.oceano.com.cn/ 蹲便器的优缺点 在国外, 蹲便器可能比较少见, 但是在中国, 大部分公厕以及部分人家卫浴间安装的都是蹲 便器。关于蹲便器,大家又了解多少呢 ?蹲便器的优缺点、 蹲便器分类有哪些 ?下面装修界小 编就是一一为您介绍。 蹲便器的优缺点 优点:无需与厕所直接接触, 减少感染各 种细菌的机会,比较卫生 ;便于用力,如厕时间可缩短 ;价格较便宜,不易损坏,维修较少。 贵阳装修 http://gy.oceano.com.cn/ 缺点:蹲久了,导致腿脚发麻,站起来头晕,不方便体弱的人使用,如老人、小孩、残障人 士;蹲厕使用过程中粪便暴露空气时间较长,因此臭味较大 ;如无加盖板,手机等物件容易掉 落。 蹲便器分类 蹲便器分类一:分体 vs 连体蹲便器 马桶也有分体与连体 之分,但是它是根据水箱是连着马桶还是与马桶分开来分的。 而分体与连体蹲便器的
 各种曝气器的优缺点
各种曝气器的优缺点
各种曝气器的优缺点
1 各种曝气器的优缺点 现在世界主流, 数量上还是盘式曝气器比较多, 不过管式有取代 它的趋势,而且是很明显的。 现在主要使用的是微孔曝气器, 从材质上分,主要分为:陶瓷 刚 玉 ;或者 膜式 (包括盘式和管式 )曝气器,各有优点利弊, 不过膜式是 绝对的主流,刚玉和陶瓷在国外已经使用得越来越少了。 一 从传氧效率上说,好的 刚玉和陶瓷曝气器,不比膜式的微孔曝 气器差,甚至要高一点 (这种材质的盘式 EDI也有,质量还不错,不 过相对来说太贵了 ;现在在欧美也基本不用了,在中国更加推不出 )。 他们的原理,是把一堆混合物,石英沙、石灰之类的东西倒入膜具成 型,然后经过几个工艺段烧制,使得里面部分的混合物烧没了,充满 孔隙,当空气经过这些孔隙的时候,就会被分割成微小气泡。 (我没 生产过这玩意,不知说得对不对,欢迎指正 )。 刚玉陶瓷曝气器的最大缺点, 在于他们的孔隙会结垢。 曝气器一 开
操作液压弯轨机前,先拧紧卸载阀将液压弯轨器弯钩钩住钢轨,活塞顶头顶住钢轨,再转动液压弯轨机丝杆手轮,即可将液压弯轨机卡紧在钢轨上。
在泵油加载前,需检查液压弯轨器在钢轨上安放状态,液压弯轨器要放平,弯钢底面要贴近钢轨上顶面,将放气阀松开。
将手柄杆插入掀手,即可进行泵油加载,在弯轨过程中,泵油动作不宜过快;卸载时,缓缓松开卸载阀(旋松1/2-1扣),必须待活塞顶头离开钢轨侧面后才可转动丝杆手轮。在加载过程中,切勿转动丝杆手轮。
操作液压弯轨机前,先拧紧卸载阀将液压弯轨器弯钩钩住钢轨,活塞顶头顶住钢轨,再转动液压弯轨机丝杆手轮,即可将液压弯轨机卡紧在钢轨上。
在泵油加载前,需检查液压弯轨器在钢轨上安放状态,液压弯轨器要放平,弯钢底面要贴近钢轨上顶面,将放气阀松开。
将手柄杆插入掀手,即可进行泵油加载,在弯轨过程中,泵油动作不宜过快;卸载时,缓缓松开卸载阀(旋松1/2-1扣),必须待活塞顶头离开钢轨侧面后才可转动丝杆手轮。在加载过程中,切勿转动丝杆手轮。
当活塞行程达到最大值70mm时,液压弯轨机油缸内复原弹簧呈压缩状态,为避免损坏机件,使用中活塞行程控制在65mm为宜。 慢慢打开卸载阀,使活塞杆自行复位,直至它完全回位。 旋紧卸载阀和通气阀,卸下600液压弯轨机。
操作液压弯轨机前,先拧紧卸载阀将液压弯轨器弯钩钩住钢轨,活塞顶头顶住钢轨,再转动液压弯轨机丝杆手轮,即可将液压弯轨机卡紧在钢轨上。
在泵油加载前,需检查液压弯轨器在钢轨上安放状态,液压弯轨器要放平,弯钢底面要贴近钢轨上顶面,将放气阀松开。
将手柄杆插入掀手,即可进行泵油加载,在弯轨过程中,泵油动作不宜过快;卸载时,缓缓松开卸载阀(旋松1/2-1扣),必须待活塞顶头离开钢轨侧面后才可转动丝杆手轮。在加载过程中,切勿转动丝杆手轮。
当活塞行程达到最大值70mm时,液压弯轨机油缸内复原弹簧呈压缩状态,为避免损坏机件,使用中活塞行程控制在65mm为宜。 慢慢打开卸载阀,使活塞杆自行复位,直至它完全回位。 旋紧卸载阀和通气阀,卸下600液压弯轨机。