钨钢V-CUT刀产品规格文献

 包钢产品规格型号
包钢产品规格型号
包钢产品规格型号
板带材 热轧板厂 冷轧用钢板 1.2~8 × 980~1560 SPCC;SPCD;SPCE 管线用钢板 1.2~20 × 980~1560 X42;X52;X56;X60;X65 热轧结构用板 1.2~12 × 980~1560 SPHC;SPHD;Q345C;SM490;SM52 0 集装箱用板 1.2~10 × 980~1560 SPAH;SM400;SS400 汽车大梁用板 1.2~12.7 × 980~1560 BG510L 压力容器用板 1.2~20 × 980~1560 HP245;HP295;HP345 耐候用钢 1.2~12 × 980~1560 09CuPTiRE;09CuPCrNi 冷轧板厂 冷轧商品板卷 0.25~3 × 960~1540 CQ;DQ;DDQ;HSLA 热镀锌卷 0.25~2.5 × 960~1540 CQ;DQ;FH;HSS 彩
 钢管桩产品规格
钢管桩产品规格
钢管桩产品规格
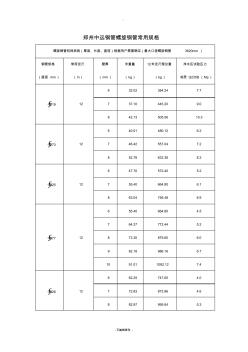
。 -可编辑修改 - 郑州中远钢管螺旋钢管常用规格 螺旋钢管特殊规格(厚度、长度、直径)根据用户需要确定(最大口径螺旋钢管 3620mm ) 钢管规格 (直径 mm) 常用定尺 (m) 壁厚 (mm) 米重量 ( kg) 12米定尺理论重 (kg) 净水压试验压力 材质 Q235B (Mp) ∮219 12 6 32.02 384.24 7.7 7 37.10 445.20 9.0 8 42.13 505.56 10.3 ∮273 12 6 40.01 480.12 6.2 7 46.42 557.04 7.2 8 52.78 633.36 8.3 ∮325 12 6 47.70 572.40 5.2 7 55.40 664.80 6.1 8 63.04 756.48 6.9 ∮377 12 6 55.40 664.80 4.5 7 64.37 772.44