钨钢V-CUT刀材质性能特征文献

 钨钢刀白钢刀硬质合金的区别
钨钢刀白钢刀硬质合金的区别
钨钢刀白钢刀硬质合金的区别
白钢刀、钨钢刀和刀有什么区别超硬白钢刀具 工具厂、刀具、刃具厂生产的高速钢刀坯(由用户自己磨成切刀、螺纹刀)经过磨削,呈 白亮色,故称之为“白钢刀” ? 英?文?名:HIGH?SPEED?STEEL,简称: HSS?材质: W18Cr4V,W6Mo5Cr4V2,9341,M42,7442?,4241, assab+17? 特性: ?超高硬度 HRC-68--70, 具有很高的红硬性和耐模磨性。抗弯强度,冲击韧性与普通 高速钢在同一水平上。 ?寿命是普通高速钢的 2倍以上。 ?提高机床生产效率 2 倍以上。 ?综 合性能达到含钴高速钢 M42水平,具有很好的性能价格比。 常备规格:长度: 200—300(可定做) 国产普通 HSS车刀板常备规格齐全,非标准规格可定做:硬度: ?HRC58-HRC65 成都 AAA超硬白钢刀车刀板常备规格齐全,非标准规格可定做:硬度: HRC65- HRC6
 单刃钨钢铝用铣刀
单刃钨钢铝用铣刀
单刃钨钢铝用铣刀
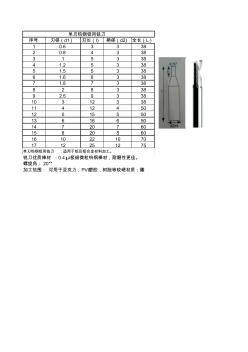
单刃钨钢铝用铣刀 序号 刃径(d1) 刃长(I) 柄径(d2) 全长(L) 1 0.6 3 3 38 2 0.8 4 3 38 3 1 5 3 38 4 1.2 5 3 38 5 1.5 5 3 38 6 1.6 6 3 38 7 1.8 7 3 38 8 2 8 3 38 9 2.5 9 3 38 10 3 12 3 38 11 4 12 4 50 12 5 15 5 50 13 6 16 6 50 14 7 20 7 60 15 8 20 8 60 16 10 22 10 70 17 12 25 12 75 单刃钨钢铝用铣刀 :适用于铝及铝合金材料加工。 铣刀优质棒材 :0.4μ极细微粒钨钢棒材,耐磨性更佳。 螺旋角: 20° 加工范围: 可用于亚克力,PVC塑胶,树脂等较硬材质;雕