X-EVA同类材料对比文献

 NVCGM高强耐磨料与同类材料性能对比
NVCGM高强耐磨料与同类材料性能对比
NVCGM高强耐磨料与同类材料性能对比
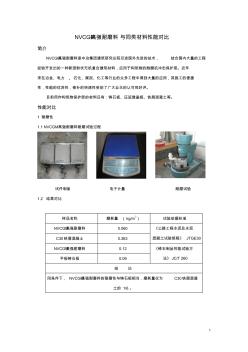
1 NVCGM高强耐磨料 与同类材料性能对比 简介 NVCGM高强耐磨料是中冶集团建筑研究总院引进国外先进的技术, 结合国内大量的工程 经验开发出的一种新型粉状无机复合建筑材料,应用于构筑物的耐磨抗冲击保护层。近年 来在冶金、电力 、石化、煤炭、化工等行业的众多工程中得到大量的应用,其施工的便捷 性,性能的优异性,修补的快速性受到了广大业主的认可和好评。 目前用作构筑物保护层的材料还有:铸石板、压延微晶板、铁屑混凝土等。 性能对比 1 耐磨性 1.1 NVCGM高强耐磨料耐磨试验过程 试件制备 电子计量 耐磨试验 1.2 结果对比 样品名称 磨耗量 ( kg/m 2) 试验依据标准 NVCGM高强耐磨料 0.060 《公路工程水泥及水泥 混凝土试验规程》 JTGE30 C30铁屑混凝土 0.363 NVCGM高强耐磨料 0.12 《铸石制品性能试验方 法》 JC/T 260 平板铸石板
 HDPE防水卷材与EVA防水材料在隧道防水中的对比
HDPE防水卷材与EVA防水材料在隧道防水中的对比
HDPE防水卷材与EVA防水材料在隧道防水中的对比
对HDPE防水卷材与EVA防水材料在隧道防水工程中应用进行了优劣对比,反映了HDPE防水卷材技术的先进性。