铣技术文献

 浅谈水利防渗墙双轮铣技术的应用
浅谈水利防渗墙双轮铣技术的应用
浅谈水利防渗墙双轮铣技术的应用
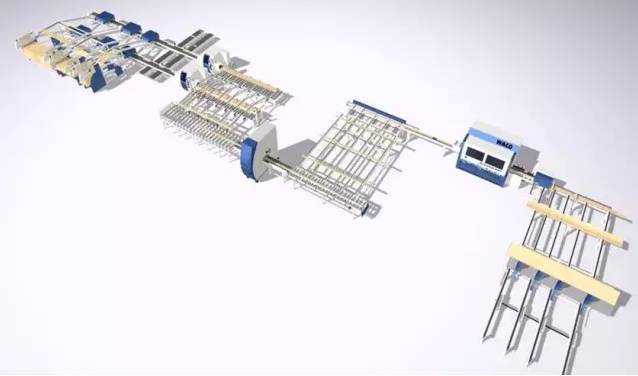
传统水利防渗墙施工主要采用冲击钻、液压抓斗,高喷、深层搅拌桩等,随着双轮铣技术的发展推广与应用,结合双轮铣防渗墙在博兴水库的应用实例,从双轮铣工艺原理、工艺特点和质量控制要点等方面进行探讨,并指出双轮铣技术尚待研究解决的几个方面,使双轮铣防渗墙技术在水利防渗墙施工中得到更好的发展。
 螺纹铣削加工刀具技术
螺纹铣削加工刀具技术
螺纹铣削加工刀具技术
随着数控机床的普及,螺纹铣削加工技术在机械制造业的应用越来越多。螺纹铣削是通过数 控机床的三轴联动,利用螺纹铣刀进行螺旋插补铣削而形成螺纹,刀具在水平面上每作一周 圆周运动,在垂直面内则直线移动一个螺距。螺纹铣削具有加工效率高、螺纹质量高、刀具 通用性好、加工安全性好等诸多优点。目前使用的各种螺纹铣削刀具种类很多,本文拟从应 用特点、刀具结构、加工工艺等角度对几种常见的螺纹铣刀作一些分析介绍。 1 普通机夹式螺纹铣刀 机夹式螺纹铣刀是螺纹铣削中最常用且价格低廉的刀具,其结构与普通机夹式铣刀类似,由 可重复使用的刀杆和可方便更换的刀片组成。如果需要加工锥螺纹,也可采用加工锥螺纹的 专用刀杆与刀片,这种刀片上带有多个螺纹切削齿,刀具沿螺旋线加工一周即可一次加工出 多个螺纹齿,如用一把有 5 个 2mm螺纹切削齿的铣刀,沿螺旋线加工一周就可加工出 5 个螺 纹深度 10mm的螺纹齿。 为了进一步