五轴车铣技术是多轴加工技术的典型,五轴车铣中心是五轴车铣技术的载体,是指一种以车削功能为主,并集成了铣削和镗削等功能,至少具有3个直线进给轴和2个圆周进给轴,且配有自动换刀系统的机床的统称。这种车铣复合加工中心是在三轴车削中心基础上发展起来的,相当于1台车削中心和1台加工中心的复合,是2O世纪90年代发展起来的复合加工技术,是一种在传统机械设计技术和精密制造技术基础上,集成了现代先进控制技术、精密测量技术和CAD/CAM 应用技术的先进机械加工技术。五轴车铣中心的先进性表现在其设计理念上。在通常的机械加工概念中,1个零件的加工,少则一两工序,多则上百工序,要经过多台设备的加工来完成,要准备刀具、工装夹具。对复杂的零件来说,有的一套工装的准备就需要三、五个月的时间,即使不考虑经济成本,三、五个月的时间很可能会错过许多商品机遇和战略机遇。在汽车、家电等批量生产行业,为了提高效率和自动化水平,广泛采用自动化生产线,庞大的物流系统构成了自动线很主要的一部分,同时是一个占钱、占地的部分,也是故障多发的部分,对复杂形面的加工,物流更是一个大问题。零件的多次装夹和基准转换,有时带来不必要的工序,同时也使零件加工精度丧失。五轴车铣复合加工中心从设计概念上解决了这个问题,它是一次装夹,完成加工范围内的全部或绝大部分工序,实现了从复合加工到完整加工的飞跃。
五轴车铣复合加工中心从产生至今,已有近20年的历史,技术已经成熟并被国内外用户接收和认可。从趋势上看,主要向以下几个方向发展:
(1)更高工艺范围。
通过增加特殊功能模块,实现更多工序集成。例如将齿轮加工、内外磨削加工、深孔加工、型腔加工、激光淬火、在线测量等功能集成到车铣中心上,真正做到所有复杂零件的完整加工。
(2)更高效率。
通过配置双动力头、双主轴、双刀架等功能,实现多刀同时加工,提高加工效率。
(3)大型化。
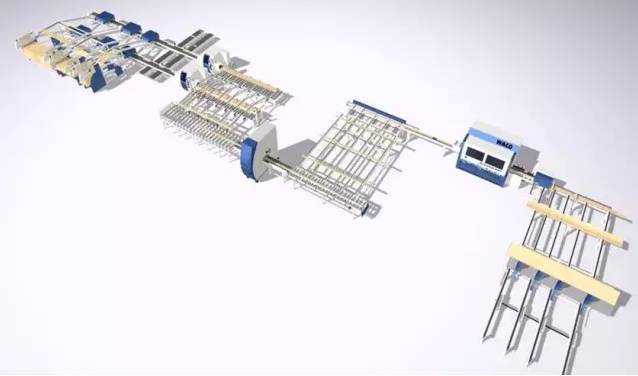
由于大型零件一般多是结构复杂、要求加工的部位和工序较多、安装定位也较费时费事的零件,而车铣复合加工的主要优点之一是减少零件在多工序和多工艺加工过程中的多次重新安装调整和夹紧时间,所以采用车铣中心进行复合加工比较有利。所以目前五轴车铣复合加工中心正向大型化发展。例如沈阳机床的HTM125系列五轴车铣中心,回转直径达到1250mm,加工长度可以达到10000mm,非常适合大型船用柴油机曲轴的车铣加工。
(4)结构模块化和功能可快速重组
五轴车铣中心的功能可快速重组是其能快速响应市场需求,并能抢占市场的重要条件,而结构模块化是五轴车铣中心功能可快速重组的基础。一些技术先进的厂家(如德国DMG、奥地利的WFL、日本的MAZAK公司等)的许多产品都已实现结构模块化设计,并正在向如何实现功能快速重组的方面努力。
五轴车铣技术的先进理念是提高产品质量和缩短产品制造周期。因此,这种技术在军工、航空、航天、船舶以及一些民用工业领域中的应用具有相当的优势,尤其在航空航天领域一些形状复杂的异形零件的加工中更具优势,因此国外早已在航空航天领域大批采用此类设备代替传统的加工设备,而国内在这方面则比较落后,因此还需借鉴国外的先进经验,争取在五轴车铣技术的应用领域改变落后的局面。

 挖掘机基本介绍
挖掘机基本介绍