型砂水泥技术要求文献

 水泥技术要求
水泥技术要求
水泥技术要求
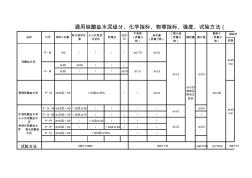
初凝 ≥95 ≤5% / / / ≥95 / / / ≤5% P·S·A ≥50且<80 >20且≤50 / / / / / ≤6.0 P·S·B ≥30且<50 >50且≤70 / / / / / / P·P ≥60且<80 / >20且≤40 / / / / P·F ≥60且<80 / / >20且≤40 / / / P·C ≥50且<80 / / 试验方法 GB/T750 JC/T420 ≤5.0 ≤6.0 ≥45 min ≥45 min 代号 烧失量 (质量分数) 氯离子 (质量分 数) 孰料+石膏 粒化高炉矿 渣 不溶物 (质量分 数) 氧化镁粉煤灰 石灰 石 ≤0.06 凝结时 ≤4.0 硅酸盐水泥 ≤3.5 P·Ⅱ P·O ≤0.75/ // / 品种 P·Ⅰ 三氧化硫 (质量分 数) 火山灰质混 合材料 普通硅酸盐水泥 矿渣硅酸盐水泥 火山灰硅酸盐水 泥 粉煤灰硅酸盐水
 灌浆水泥技术要求
灌浆水泥技术要求
灌浆水泥技术要求
================ 精选公文范文, 管理类,工作总结类,工作计划类文档, 欢迎阅读下载 ============== -------------------- 精选公文范文,管理类,工作总结类,工作计划类文档,感谢阅读下载 --------------------- ~ 1 ~ 灌浆水泥技术要求 中华人民共和国水利部、 电力工业部 关于颁发《水工建筑物 水泥灌浆施工技术规范》 SL62-94的通知 水建 [1994]246号 为推动水利水电 工程水泥灌浆技术的进步,提高水泥灌 浆施工质量,水利部委托原水工程咨询 中心,对原水利电力部部标准《水工建 筑物水泥灌浆施工技术规范》 SDJ210-83 进行了修订。该规范修订送审稿已通过 审查,现批准为行业标准,编号为 SL62-94,自一九九四年十月一日起执 行,原规范同时废止。 本规范水 利部、电力部负责解释,水利电力出版 社