线束组装工艺流程文献

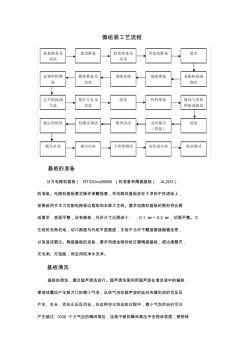
 组装工艺流程
组装工艺流程
组装工艺流程
编号 版本 日期 页码 1 1 作业时 人力配 设备仪器及 间(秒) 置(人) 治工具 /站 苹果接头 青稞纸 1 接头贴青稞纸 9 1 保护板 2 接头与PCB板焊接 60 3 烙铁 电芯 3 电芯焊接 20 2 烙铁 半成品 4 半成品测试 20 2 手机 电脑 上盖 5 上盖加工 12 2 电批 装饰件 6 装饰件定位 5 1 螺丝 7 锁PCB板螺丝 5 1 电批 螺丝 8 装饰件锁螺丝 5 1 电批 9 固定电芯 6 1 14 加工人员 节拍 装配人员 14人 周期时间 修理工 平衡率 10秒 QC人员 标准工时 1H 物料员 标准产能 360 助拉 1人 人均产能 26 拉长 1人 瓶颈工序 焊接 重点工序 易联科技电子科技 (深圳 )有限公司 文件名称 背夹组装排拉流程 A.0 所需物料及数量 流程图 作业名称 辅 料/站 SOP编号 合计 工 程 分 析 人员状况 S
 微组装工艺流程
微组装工艺流程
微组装工艺流程
微组装工艺流程 基板的准备 分为电路软基板( RT/DUroid5880 )的准备和陶瓷基板( AL2O3) 的准备。电路软基板要求操作者戴指套,将电路软基板放在干净的中性滤纸上, 按图纸用手术刀切割电路板边框线和去除工艺线。要求电路软基板的图形符合图 纸要求,表面平整,没有翘曲,外形尺寸比图纸小 0.1 ㎜~ 0.2 ㎜,切面平整。工 艺线的去除切地,切口断面与代线平面垂直,手指不允许不戴指套接触镀金层, 以免造成氧化。陶瓷基板的准备,要求用细金刚砂纸打磨陶瓷基板,使边缘整齐, 无毛刺、无短路,然后用纯净水洗净。 基板清洗 基板的清洗,通过超声清洗进行。超声清洗是利用超声波在清洗液中的辐射, 使液体震动产生数万计的微小气泡,这些气泡在超声波的纵向传播形成的负压区 产生、生长,而在正压区闭合,在这种空化效应的过程中,微小气泡闭合时可以 产生超过 1000 个大气压的瞬间高压,连续不断的