预应力轧机简介文献

 莱钢厚板轧机轧制力模型的应用
莱钢厚板轧机轧制力模型的应用
莱钢厚板轧机轧制力模型的应用
提出了中厚板轧机轧制力计算模型,并在此基础上,对数学模型进行在线自适应,使计算得到的轧制力更接近于实测值。
 预应力钢结构简介 (2)
预应力钢结构简介 (2)
预应力钢结构简介 (2)
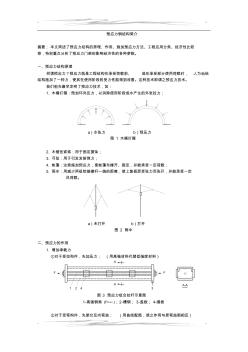
预应力钢结构简介 摘要: 本文简述了预应力结构的原理、作用、施加预应力方法、工程应用分类、经济性比较 等,特别重点分析了预应力门架的影响经济性的各种参数。 一、预应力结构原理 何谓预应力?预应力就是工程结构在承受荷载前、 或在承受部分使用荷载时, 人为地给 结构施加了一种力,使其在使用阶段的受力性能得到改善。这种技术即谓之预应力技术。 我们祖先最早发明了预应力技术,如: 1. 木桶打箍:预加环向压力,以消除使用阶段或水产生的外张拉力; a)水张力 b)预压力 图 1 木桶打箍 2. 木锯张紧索:用于固定据条; 3. 弓弦:用于引发发射弹力; 4. 帐篷:边索施加预应力,使帐篷布撑开、固定,并能承受一定荷载; 5. 雨伞:用减少两组铰接撑杆一端的距离,使上复板层受张力而张开,并能承受一定 风荷载。 a)未打开 b)打开 图 2 雨伞 二、预应力的作用 1. 增加承载力 ①对于受拉构件,先加压
