选择特殊符号
选择搜索类型
请输入搜索

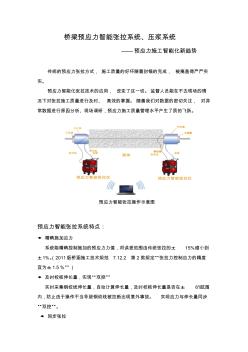
预应力智能同步张拉系统依靠计算机进行智能化操作,实现预应力张拉的智能、同步,解决预应力施工关键工序中人为因素的不利影响,保障预应力施工质量。
在用户通过系统控制软件输入控制流程后,预应力张拉设备自动控制张拉过程。通过对张拉千斤顶油压监 测、控制,实现0到设定力值持续张拉、持荷、卸载状态的自动控制。缆索的两端独立采用单片机控制系统监测和控制油源和千斤顶各项工作参数,两端的数据可通过无线或有线的方式通信,在系统控制软件的处理下达到自动同步的功能。另外系统还增加了手动控制的功能,方便人工控制,增加系统可靠性。
预应力智能同步张拉系统主要由千斤顶、液压传感器、位移传感器、电磁阀及控制器等组成。
预应力智能同步张拉系统依靠计算机进行智能化操作,实现预应力张拉的智能、同步,解决预应力施工关键工序中人为因素的不利影响,保障预应力施工质量。
在用户通过系统控制软件输入控制流程后,预应力张拉设备自动控制张拉过程。通过对张拉千斤顶油压监测、控制,实现0到设定力值持续张拉、持荷、卸载状态的自动控制。缆索的两端独立采用单片机控制系统监测和控制油源和千斤顶各项工作参数,两端的数据可通过无线或有线的方式通信,在系统控制软件的处理下达到自动同步的功能。另外系统还增加了手动控制的功能,方便人工控制,增加系统可靠性 。
平衡控制
该控制系统基本功能是在穿心式千斤顶工作时通过液压油油压、千斤顶伸缩位移变化等参数的实时监测,判断两端的千斤顶张拉的力值是否一致,在两端张拉力度不一致时,通过控制、调节磁阀调节单个千斤顶的油压大小使两端千斤顶油压达到平衡。
最大张拉
因受材料最大受力极限的限制,在确认钢绞线根束、型号后,千斤顶张拉的最大力值是确定的。这个最大极限力值由客户在计算机软件进行设定后,计算机反馈给控制设备,控制设备会将该项参数与采集的数据信息进行对比,以确保张拉的最大力值不超过该值。
持荷
在张拉过程中,如需要停止继续张拉,通过油阀的控制使千斤顶力值保持在某一个力值的一种工作状态。在该状态中,保持的时间由客户设定。在上位机发出继续张拉或其他操作时推出该状态,转而进行其他处理。
回油
张拉完毕后,需要将千斤顶内部油压降低到初始值(或零压力)的一种状态。设备此时控制油阀,使千斤顶液压油反方向构成回路将千斤顶内部油压降低至零。
断电处理
指计算机、控制设备、油泵电机同时掉电到下次设备重新供电启动时的一个状态。此时由于油泵停止工作,千斤顶内部油压不会升高,当设备重新供电时进入开机处理模式。
通信中断处理
当正常工作时,通信中端设备在多次发送数据上位机无响应时,进入安全模式进行工作,主要工作内容是停止加载,有必要时进行回油处理。
·采用力传感器监测张拉控制力,张拉控制精度大大提高
·采用人工智能回馈算法对张拉过程进行控制,多点同步精度大大提高,多点同步精度≤±1%
·自动持荷,持荷过程张拉控制力与目标值误差≤± 0.5%
·张拉伸长量监测精度:0.1mm
·自动设定张拉阶段,同步计算张拉伸长量
·自动测量锚具回缩值
·可选择上传张拉监测数据到指定的服务器,便于业主方与监理方对隐蔽工程的管理与追责,防止人工篡改数据
无需对整套设备标定,仅标定力传感器即可
·可以选择是否嵌入振弦锚索计永久监测预应力值及其损失
吴桥大元机械有限公司专业生产智能张拉系统,大循环压浆专用,耐磨使用寿命长,智能张拉系统精确稳定,故障率低,销量一直领先
与适用设计规范的规定允许误差对照看看,超出范围就要查找原因了
先张法的钢筋应力是靠胎膜上或钢模建立的,要想从胎膜上或钢模上取下,就必须把预应力筋切断,就是所谓的放张,后张法就不能放张了
预应力智能同步张拉系统主要由千斤顶、液压传感器、位移传感器、电磁阀及控制器等组成。
平衡控制
该控制系统基本功能是在穿心式千斤顶工作时通过液压油油压、千斤顶伸缩位移变化等参数的实时监测,判断两端的千斤顶张拉的力值是否一致,在两端张拉力度不一致时,通过控制、调节磁阀调节单个千斤顶的油压大小使两端千斤顶油压达到平衡。
最大张拉
因受材料最大受力极限的限制,在确认钢绞线根束、型号后,千斤顶张拉的最大力值是确定的。这个最大极限力值由客户在计算机软件进行设定后,计算机反馈给控制设备,控制设备会将该项参数与采集的数据信息进行对比,以确保张拉的最大力值不超过该值。
持荷
在张拉过程中,如需要停止继续张拉,通过油阀的控制使千斤顶力值保持在某一个力值的一种工作状态。在该状态中,保持的时间由客户设定。在上位机发出继续张拉或其他操作时推出该状态,转而进行其他处理。
回油
张拉完毕后,需要将千斤顶内部油压降低到初始值(或零压力)的一种状态。设备此时控制油阀,使千斤顶液压油反方向构成回路将千斤顶内部油压降低至零。
断电处理
指计算机、控制设备、油泵电机同时掉电到下次设备重新供电启动时的一个状态。此时由于油泵停止工作,千斤顶内部油压不会升高,当设备重新供电时进入开机处理模式。
通信中断处理
当正常工作时,通信中端设备在多次发送数据上位机无响应时,进入安全模式进行工作,主要工作内容是停止加载,有必要时进行回油处理 。
·采用力传感器监测张拉控制力,张拉控制精度大大提高
·采用人工智能回馈算法对张拉过程进行控制,多点同步精度大大提高,多点同步精度≤±1%
·自动持荷,持荷过程张拉控制力与目标值误差≤± 0.5%
·张拉伸长量监测精度:0.1mm
·自动设定张拉阶段,同步计算张拉伸长量
·自动测量锚具回缩值
·可选择上传张拉监测数据到指定的服务器,便于业主方与监理方对隐蔽工程的管理与追责,防止人工篡改数据
·无需对整套设备标定,仅标定力传感器即可
·可以选择是否嵌入振弦锚索计永久监测预应力值及其损失

 桥梁预应力张拉及压浆系统介绍
桥梁预应力张拉及压浆系统介绍
桥梁预应力张拉及压浆系统介绍
桥梁预应力智能张拉系统、压浆系统 ——预应力施工智能化新趋势 传统的预应力张拉方式, 施工质量的好坏随着封锚的完成, 被掩盖得严严实 实。 预应力智能化张拉技术的应用, 改变了这一切。监督人员能在不去现场的情 况下对张拉施工质量进行及时、 高效的掌握。 随着我们对数据的密切关注, 对异 常数据进行原因分析、现场调研,预应力施工质量管理水平产生了质的飞跃。 预应力智能张拉操作示意图 预应力智能张拉系统特点: ◆ 精确施加应力 系统能精确控制施加的预应力力值,将误差范围由传统张拉的± 15%缩小到 ±1%。(2011版桥涵施工技术规范 7.12.2 第 2款规定“张拉力控制应力的精度 宜为± 1.5%”) ◆ 及时校核伸长量,实现“双控” 实时采集钢绞线伸长量,自动计算伸长量,及时校核伸长量是否在± 6%范围 内,防止由于操作不当导致钢绞线被拉断出现意外事故。 实现应力与伸长量同步 “双控”。
 桥梁预应力张拉及压浆系统介绍 (2)
桥梁预应力张拉及压浆系统介绍 (2)
桥梁预应力张拉及压浆系统介绍 (2)
桥梁预应力智能张拉系统、压浆系统 ——预应力施工智能化新趋势 传统的预应力张拉方式, 施工质量的好坏随着封锚的完成, 被掩盖得严严实 实。 预应力智能化张拉技术的应用, 改变了这一切。监督人员能在不去现场的情 况下对张拉施工质量进行及时、 高效的掌握。 随着我们对数据的密切关注, 对异 常数据进行原因分析、现场调研,预应力施工质量管理水平产生了质的飞跃。 预应力智能张拉操作示意图 预应力智能张拉系统特点: ◆ 精确施加应力 系统能精确控制施加的预应力力值,将误差范围由传统张拉的± 15%缩小到 ±1%。(2011版桥涵施工技术规范 7.12.2 第 2款规定“张拉力控制应力的精度 宜为± 1.5%”) ◆ 及时校核伸长量,实现“双控” 实时采集钢绞线伸长量,自动计算伸长量,及时校核伸长量是否在± 6%范围 内,防止由于操作不当导致钢绞线被拉断出现意外事故。 实现应力与伸长量同步 “双控”。
技术比较表
| 比较内容 |
传统手工张拉 |
预应力智能张拉系统 |
|
| 1 |
张拉力精度 |
±1.5% |
±1% |
| 2 |
自动补张拉 |
无此功能 |
张拉力下降1%时,锚固前自动补拉至规定值 |
| 3 |
伸长量测量与校核 |
人工测量,不准确,不及时,未能及时校核,未实现规范规定“双控” |
自动测量,及时准确,及时校核,与张拉力同步控制,实现 真正“双控” |
| 4 |
对称同步 |
人工控制,同步精度低,无法实现多顶对称张拉 |
同步精度达±2%,计算机控制实现多顶对称同步张拉 |
| 5 |
加载速度与持荷时间 |
随意性大,往往过快 |
按规范要求设定速度加载和按规范要求的时间持荷,排除人为干预 |
| 6 |
卸载锚固 |
瞬时卸载,回缩时对夹片造成冲击,回缩量大 |
可缓慢卸载,避免冲击损伤夹片,减少回缩量 |
| 7 |
回缩量测定 |
无法准确测定锚固后回缩量 |
可准确测定实际回缩量 |
| 8 |
预应力损失 |
张拉过程预应力损失大 |
由于张拉过程规范,损失小 |
| 9 |
张拉记录 |
人工记录,可信度低 |
自动记录,真实再现张拉过程 |
| 10 |
安全保障 |
边张拉边测量延伸量有人身安全隐患 |
操作人员远离非安全区域,人身安全有保障 |
| 11 |
质量管理与远程监控 |
真实质量状况难以掌握,缺乏有效的质量控制手段 |
便于质量管理,质量追溯,提高管理水平、质量水平,实现质量远程监控 |
| 12 |
经济效益 |
张拉过程需要6人同时作业 |
只需两人同时作业,每年节约人工费24万元 |
预应力采用两端对称同时张拉、张拉力和伸长量双控法,两端千斤顶升降压、画线、测伸长、插垫等工作一起进行。
千斤顶就位后,先将主油缸少许充油,使之蹬紧,让预应力钢绞线绷直,在钢绞线拉至规定的初应力σ0时,停机量测原始空隙并画线作标记。
预应力钢绞线张拉施力程序:0→初应力σ0→控制应力σk(持荷2分钟锚固)。σk为张拉时的控制应力(包括预应力损失在内)。
张拉施工的工作顺序:穿束→安装锚具→安装千斤顶及张拉设备→张拉、锚固→拆除千斤顶及张拉设备→压浆→存梁。
预应力筋张拉顺序应对称张拉;当两端同时张拉时,二端不得同时放松,先在一端锚固,再在另一端补足张拉力后进行锚固。两端张拉力应一致,二端伸长值相加后应符合设计规定要求。
当张拉长束因千斤顶张拉活塞行程不足需多次张拉时,应分级张拉,中间各级临时锚固后,重新安装千斤顶,并重新读表和量测伸长值后再继续张拉,避免伸长值量测累积误差。
预应力张拉时应均匀缓慢升高油压,逐步张拉至控制应力。预应力张拉程序为:
0→10%σcon(读伸长值L1并作记录)→20%σcon(读伸长值L2并作记录)→100%σcon(量测伸长值L3并作记录)→卸荷至零。
张拉控制应力:
张拉控制应力σcon按设计要求:
有粘结:σcon=0.75×Fptk =0.75×1860=1395(Mpa)
张拉力Np: Np=σcon×Ap
| 配筋形式 |
配筋量 |
钢绞线截面积Ap(140mm2) |
钢绞线100%张拉力 (KN) |
备注 |
| 有粘结 |
15-7 |
980 |
1367.1 |
张拉伸长值控制:张拉采用的以张拉力为主,伸长值校验的方法。初应力时量取千斤顶活塞的伸长量L1,张拉达20%scon时再量取千斤顶活塞的伸长量L2,二者之差为钢束的实际推算伸长量。张拉达100%scon再量取千斤顶活塞的伸长量L3,L3-L1二者之差为钢束的实际张拉伸长量。实际张拉伸长量与实际推算伸长量之和,与理论伸长相比较误差不超过 6%,-6%,否则应停机检查原因,予以调整后方可张拉,必要时进行处理。
预应力张拉的理论伸长量计算按规范要求进行,采用平均张拉应力法。具体公式如下:
△L=Fp*L/Ap*Es
Fp—平均张拉力(kN)
张拉时发现以下情况,应立即放松千斤顶,查明原因,采取纠正措施后再恢复张拉:
①断丝、滑丝或锚具碎裂;
②混凝土破碎,垫板陷入混凝土;
③有异常声响;
④达到张拉力后,伸长值不足,或张拉力不到,而伸长值超出范围;
工具锚的夹片,应注意保持清洁和良好的润滑状态。锚板的锥行孔内及夹片应涂上润滑剂。
预应力筋锚固后的外露长度不宜小于30mm。
张拉端外露预应力筋应在灌浆后再切割。