选择特殊符号
选择搜索类型
请输入搜索

自动送丝机一般有控制部分提供参数设置,驱动部分在在控制部分的控制下进行送丝驱动,送丝嘴部分将焊丝送到焊枪位置。
具有滞后送丝和提前抽丝功能。
既可以实现单机自动控制(内控),也可以接收上位机控制(485通讯)。
既可以通过脚踏开关控制送丝和抽丝,也可以使用焊枪高频开关实现同步控制(高频进线、高频出线)。
送丝速度0-1000mm/min(一般可按照客户要求定制),送丝速度重复性误差在±5%以内。
具有连续送丝及断续送丝功能,且断续送丝频率及占空比可调。
自动送丝机送丝驱动部分一般是由可调预紧力压杆、主动轮、从动轮组成。 可调预紧力压杆:用于压紧焊丝,把手可旋转调节压紧度。
主动轮:电机带动主动轮旋转,为送丝提供动力。
从动轮:将焊丝压入送丝轮上的送丝槽,增大焊丝与送丝轮的摩擦,送焊丝平稳的送出。
送丝嘴部分可以将送丝嘴和焊枪进行相对固定,且能调整送丝的角度以及送丝嘴距离钨极的距离,以保证焊接效果。
送丝是焊接过程中非常重要的一个操作环节,手工氩弧焊焊接的送丝方法多采用焊工手指捻动焊丝来完成送丝过程,焊工操作送丝时非常不方便,因此,手工送丝准确性差、一致性差、送丝不稳定,从而导致了焊接生产效率低下,焊接成型一致性差。另外,焊工手持焊丝长度有限,长时间焊接时需要频繁拿取焊丝,焊接效率较低,且每段焊丝焊接完成时都会留存一小段焊丝无法使用,造成了浪费。
新型TWA-I型自动送丝机是一种自动驱动的机械化送丝装置,其主要应用于手工焊接自动送丝、自动氩弧焊自动送丝、等离子焊自动送丝和激光焊自动送丝。系统采用微电脑控制,步进减速电机传动,送丝精度高,可重复性好。
01.将送丝机主体,送丝嘴利用送丝管连接起来,并安装好合适的丝盘。02.如使用脚踏开关控制送丝和 抽丝,只需将脚踏开关与控制面板上的送丝抽丝接口连接;如使用焊枪高频开关同步控制送丝抽丝,则需将控制面板上的高频出线接口与氩弧焊机上的高频接口连接,然后将控制面板上的高频进线与焊枪上的高频引弧线连接。
03.若需上位机控制送丝机,需将控制面板上的内控通讯开关置于通讯侧;若不需上位机控制送丝机,应将控制面板中的内控通讯开关置于内控侧。
04.根据所选择焊丝直径安装合适的送丝轮。
05.将电源插头接好,打开电源开关,将送丝速度调节到最快,压紧压杆,踏下脚踏开关、或者使用控制面板上的送丝抽丝开关,使焊丝尽快到达送丝嘴。当焊丝通过送丝嘴时停止送丝。
06.调整送丝嘴,使其满足焊接的角度需求。调整送丝机参数,选择合适的送丝方式使其达到合适的速度。
07.打开焊机,正常焊接。
08.完成焊接后关闭电源开关,拔下电源插头。

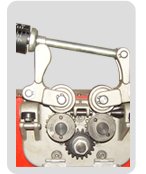
【搓丝机工作原理】搓丝机由传动部分,曲臂部分,和工作部分组成,包括机架,运行轨道,动搓丝板,定搓丝板,导料槽等。其工作原理是通过屈臂的转动,带动动搓丝版作往复运动,和定搓丝版相互作用挤压工件,达到加工...
自动氩弧焊机由三部份组成 1、焊接电源,熔化极氩弧焊机和非熔化极氩弧焊机 2、电气控制系统,一般是PLC控制,可以控制焊枪或工件的转动或行走速度,焊机自动起弧收弧,焊接圈数等 3、机械部分:焊接主机及...
自动锁螺丝机包含螺丝自动整列单元,螺丝自动输送单元和螺丝自动拧紧单元以及锁付过程中的检测单元。螺丝自动整列单元主要是将散装的螺丝进行整齐排列并单个输出。整列单元可以通过振动盘分选机构实现也可以通过摇臂...
01、请务必遵守说明书规定的注意事项,否则可能发生事故。
02、输入电源的设计施工、安装场地的选择、高压气体的使用等,请按照相关标准和规定进行。
03、无关人员请勿进入焊接作业场所内。
01、请使用规定的排风设备,避免发生气体中毒和窒息等事故。
02、在容器底部作业时,保护气体会沉积在周围,造成窒息。应特别注意通风。
01、请佩戴足够遮光度的保护眼镜。弧光会引起眼部发炎,飞溅及焊渣会烫伤眼睛。
02、请使用焊接用皮质保护手套、长袖衣服、帽子、护脚、围裙等保护用品,以免弧光、飞溅及焊渣灼伤、烫伤皮肤。
01、焊接场所不得放置可燃物,飞溅和烫焊缝会引发火灾。
02、焊接电缆与母材要连接紧固,否则会发热酿成火灾。
03、请勿在可燃性气体中焊接或在盛有可燃性物质的容器上焊接,否则会引起爆炸。
04、请勿焊接密闭容器,否则会破裂。
05、应准备灭火器,以防万一。
01、请勿将手指、头发、衣服等靠近送丝轮等旋转部件。
02、送进焊丝时,请勿将焊枪端部靠近眼睛、脸及身体,以免焊丝伤人。

 冷干机工作原理
冷干机工作原理
冷干机工作原理
冷干机工作原理 (图) 冷冻式冷干机的使用 正确使用冷冻式冷干机是获得所需露点压缩空气、节约再生能耗及 延长设备使用寿命的重要前提。 1、 冷干机配置 冷干机很少单独使用,几乎在所有气 动管网中冷干机都是与过滤器配套使用的。这既是满足用气质量的需要,也是冷冻式冷 干机本身正常工作的需要。一个典型的 冷冻式冷干机的系统在冷冻式冷干机进气口前设 置了二台过滤器,在排气口后设置了一台过滤器,它们的作用分别是 : (1) 主管路过滤器。 它的作用是除去压缩空气进气中粒径较大的液态水滴和因体颗粒。冷干机如果长期处于 大量液态水及固体杂质的状态下,将逐渐降低除湿能力。所以除水过滤器的设置非常必 要,其精度一般在 3~25μm间选取。 推荐选用本公司 JHF9 级过滤器。 (2) 油雾过滤器。 如果进入冷干机的空气中含有大量的油膜,会降低冷干机中换热器的换热效果,长期以 往,冷干机的除水效果必将大打折
该设备由法兰自动环焊主机、气保焊接电源、精密焊接摆动器(含微调电动拖
板)、电控系统(含多功能手操器)、自动送丝机构组成。
送丝是焊接过程中非常重要的一个操作环节,手工氩弧焊焊接的送丝方法多采用焊工手指捻动焊丝来完成送丝过程,焊工操作送丝时非常不方便,因此,手工送丝准确性差、一致性差、送丝不稳定,从而导致了焊接生产效率低下,焊接成型一致性差。另外,焊工手持焊丝长度有限,长时间焊接时需要频繁拿取焊丝,焊接效率较低,且每段焊丝焊接完成时都会留存一小段焊丝无法使用,造成了浪费。
新型TWA-I型自动送丝机是一种自动驱动的机械化送丝装置,其主要应用于手工焊接自动送丝、自动氩弧焊自动送丝、等离子焊自动送丝和激光焊自动送丝。系统采用微电脑控制,步进减速电机传动,送丝精度高,可重复性好。
送丝是焊接过程中非常重要的一个操作环节,手工氩弧焊焊接的送丝方法多采用焊工手指捻动焊丝来完成送丝过程,焊工操作送丝时非常不方便,因此,手工送丝准确性差、一致性差、送丝不稳定,从而导致了焊接生产效率低下,焊接成型一致性差。另外,焊工手持焊丝长度有限,长时间焊接时需要频繁拿取焊丝,焊接效率较低,且每段焊丝焊接完成时都会留存一小段焊丝无法使用,造成了浪费。
新型TWA-I型自动送丝机是一种自动驱动的机械化送丝装置,其主要应用于手工焊接自动送丝、自动氩弧焊自动送丝、等离子焊自动送丝和激光焊自动送丝。系统采用微电脑控制,步进减速电机传动,送丝精度高,可重复性好。